Displaying items by tag: Gough Engineering
Circular separators versus linear separators
~ Appropriate separators crucial for effective grading and quality control ~
In industrial material processing applications, the selection of appropriate separators plays a crucial role in achieving efficient and effective production processes. Two commonly used types of separators are circular separators and linear separators. Here, Stephen Harding, managing director at the materials handling specialist Gough Engineering, explores the features, benefits, and differences between these two technologies, as well as their applications in various industries.
Balancing high throughput and process effectiveness in material handling applications is a common challenge for manufacturers, especially when diverse materials are being handled. Diverse means the materials can vary in size, density, shape and composition. In addition, they can entail a range of ingredients, herbs or spices and nutraceuticals in the food industry or various chemicals and plastics in their respective sectors.
More complex factors include moisture content, contamination, inconsistent particle size and variability in product properties also pose significant hurdles. Fortunately, this is where advanced technologies, including specialised screening and sorting equipment, come into play. With automated quality control systems and stringent quality assurance protocols, manufacturers can overcome these challenges and deliver high-quality products that meet industry standards and customer satisfaction.
Linear separators
Linear separators are commonly used in the recycling industry, such as to process rubber or copper metals, for handling small-volume and small particle-sized aggregates.
They offer high throughput rates and the ability to separate materials into multiple fractions. Linear separators can handle irregularly shaped product materials that may require more aggressive vibration for efficient separation. They can also accommodate larger volumes of product due to their larger screen surface areas and vibrational amplitude compared to circular machines.
They can also provide multi-deck separation. Similar to circular separators, linear separators can be configured with multiple screening decks. This allows for the separation of materials into two, three, or four fractions, condensing multiple processes into a single unit.
To optimise the performance of circular and linear separators on production lines, it is crucial to integrate them with complementary and co-harmonious equipment. This integration ensures a smooth material flow and maximises overall process efficiency.
Circular separators
Circular separators are suitable for fine powders, granular materials, and pellet products. They utilise controlled spiral vibration flow during separation, designed for differing particle sizes and ensuring precise grading and accurate separation. They are particularly effective in fine classification, ensuring product quality before packaging or forming machines.
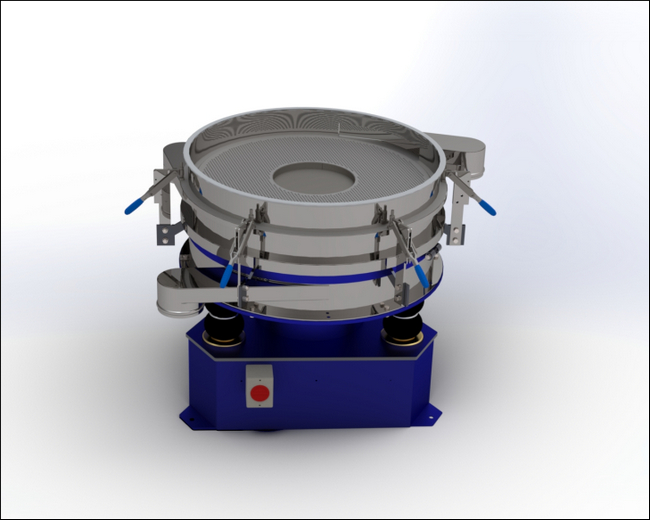
Circular separators, such as the Vibrecon® Vibratory Separator (GVC) by Gough Engineering, offer a rotary action separating and sifting system. These separators excel at processing materials on an industrial scale, providing accurate particle separation based on size.
The GVC system, with the correct mesh(es) or perforated plate(s), can handle multiple fractions and can be configured with single or multiple screening decks. This allows for the separation of materials into specific grades or fractions based on particle size, increasing process effectiveness for superb classification. Gough Engineering's circular separators are designed to be robust and easily maintained, resulting in minimal spares over the machine’s operational lifetime and reduced full cleaning downtimes, respectively.
Areas for growth
Gough Engineering stands out from its competitors in the vibratory separator market due to its fit-for-purpose solutions and extensive knowledge and experience. The company offers trials and utilises a comprehensive database of previous applications to provide tailored solutions to various industries. Moreover, Gough Engineering provides full parts and service backup, ensuring reliable support throughout the equipment's lifecycle.
Several Gough Engineering customers use circular and linear separators. Molecular Products, a world leader in the design and manufacture of life critical devices for the treatment of breathable gases, utilises circular separators for fine classification, removing oversize materials and fines from breathable gas treatment products. GA Pet Food Partners, a dry pet food manufacturer, uses a linear vibrating screen to remove fine from dry kibble products before packaging. Each solution designed specifically for the customer’s product materials and operational requirements.
In the coming years, Gough Engineering envisions expanding its vibratory separators and linear screens into new markets and applications. Promising areas for growth include proteins and nutraceutical production lines, and entomophagy — the use of insects for protein and minerals in certain food production.
Circular separators and linear separators are essential tools in industrial material processing applications. Their individual features and benefits make them suitable for different industries and production challenges. Gough Engineering's vibratory separators, with their fit-for-purpose solutions, dedicated customer support, and extensive knowledge base, provide efficient and reliable solutions for a wide range of industrial applications.
To learn more about Gough Engineering’s vibratory separators and linear screens, visit its website.
Overcoming rising energy prices
~ Material handling systems help food and beverage manufacturers offset rising energy costs ~
Given that energy accounts for 15 per cent of food and drink manufacturers’ costs, according research by Centrica Business Solutions, the continued rise of energy prices is a major concern for these companies. Indeed, the same study found that 56 per cent of manufacturers believe investing in energy efficiency technologies is “very important” for their business. But where should they invest? Here, Stephen Harding, managing director of Gough Engineering, looks at how improved material handling processes can help manufacturers overcome rising energy costs.
Energy costs were a significant worry for businesses across the UK, last year. In April 2022, 21 per cent of businesses surveyed by the UK’s Office for National Statistics (ONS) said that energy prices were their main concern, up from 15 per cent in February. These figures have remained consistent ever since.
So, how can food processors better offset these costs, and how can they do this while benefiting production and yielding a return on investment (ROI)? It all boils down to how businesses optimise their production processes — and that includes material handling.
Equipment schemes
Proper material handling is about optimising the mechanical and physical relationship between products and ingredient flows, versus machinery and processes.
Equipment schemes describe bespoke systems that ensure a plant’s production line runs according to the manufacturer’s key performance indicators (KPIs). KPIs would generally include the time, quality and quantity of production, and the manufacturer’s core value adding process to manufacture end products.
An equipment scheme can rely on equipment to automate the weighing, mixing, cooking, heating and cooling operations during a process. This equipment may have built-in quality assurance systems for sieving or screening processes to ensure products are transferred, or conveyed, from one process to another without them being damaged.
Weigher systems, for instance, check the quantity of produce or ingredients at certain stages of production. Industry 4.0 sensors can capture this data, relaying it to Supervisory Control and Data Acquisition (SCADA) systems to control, monitor and visualise the information. Scheme controls can be integrated into existing systems, and controlled from a central SCADA location through easy-to-use Human Machine Interfaces (HMIs).
But how can manufacturers achieve costs savings and an improved ROI through control schemes? This is where the partnership of a trusted materials handling expert is essential. A partner can review the sequential and functional needs of materials management on the customer’s production line, and plan how to optimise these processes in order to best serve the plant’s KPIs.

The right calculations
Let’s look at food conveying systems as an example. Conveyors, whether they are floor-mounted or overhead, must transport produce safely, carefully and efficiently between the various machines on a production line — from the weighers and processing machinery, all the way to the packing line.
The first questions that Gough Engineering asks its customers at the start of a project are: “What type of material are you transporting?” and “What product throughput rate do you need to achieve with this conveying system?” For the latter, the customer will respond with a figure of tonnes or kilograms per hour. Gough Engineering’s specialists then establish further clarification of volume rates, bulk densities, transfer lengths and orientations, feed points, distribution points, and can then prescribe a suitable solution.
Bucket elevators are often overlooked when considering material transportation, but they can be a more suitable option than linear conveyors. This is particularly important for transporting dry bulk materials, ingredients and part-completed products. A materials handling expert can provide you with guidance on what’s best for you, based on your specific material.
To determine the best elevator design to convey a product, we must consider three factors. First, bucket capacity, which refers to the volume of product that can be held in each bucket. Every bucket is filled to a specific per cent of its overall capacity, to ensure that all of the product is retained — doesn’t spill over the edges — during transport.
The second factor is bucket pitch. For instance, when the bucket elevator system is mounted between two parallel chains, correct buck pitch means determining the correct distance between the centres of each bucket. This determines how much product can be transported. Third is bucket speed, or the rate at which the buckets are travelling.
These factors combined give us the total volumetric capacity moving through a specific conveying design. This allows the product to be transported correctly and carefully to suit the required distance of travel, while also integrating the process into the overall feed, distribution and production line requirements.
In some cases, a belt and bucket elevator, where buckets are fixed to a belt running at high speeds, might be the best choice. These systems allow high throughput rates of cubic metres per hour. However, they also involve a lot of kinetic energy due to the centrifugal forces created, which can lead to product degradation and damage.
As an alternative, a pendulum bucket elevator system, mounted between two parallel chains, might be more suitable. As the name suggests, the buckets hang like in a pendulum, travelling in all elevator positions in a horizontal position, and are eventually tipped using a cam to discharge the product at the desired location. While this system can be slower than other solutions, it offers gentler product handling with less spillage than high-speed alternatives. A pendulum bucket elevator can convey buckets in many shape configurations, with multiple inlets (feeds) and controlled discharge positions.
Reducing waste
Let’s imagine an instance where 25 kg bags are emptied into the necessary production processes. In this scenario, waste can accumulate in terms of lost produce during de-bagging, as well as packaging materials. Not only is this process wasteful, but the manual approach also creates safety concerns for human workers. There’s the repetitiveness of the material handling task itself, and the need to perform multiple operations in order to move pallets of product bags around for de-bagging — these factors can cause bottlenecks in the flow of production.
As a solution, Gough Engineering recommends the customer install FIBC Big Bag Dischargers. This technology provides lifting support to make emptying large bags easy and efficient. FIBC Big Bag Dischargers can eliminate product loss, capture any dust and prevent contamination thanks to their enclosed design. By automating the debagging process, the customer increases throughout and minimises waste.
Equipment schemes and automated material handling give manufacturers new ways to offset rising energy costs, while boosting production and ROI. Moreover, these systems can also empower manufacturers to tackle the rising prices head-on.
To learn more about Gough Engineering’s material handling solutions, including custom bucket elevators and FIBC Big Bag Dischargers, visit its website