Displaying items by tag: Beckhoff
From efficiency to eco-friendliness
~ Exploring the synergy of automation and sustainability ~
The pursuit towards sustainability continues to be an urgent priority shared by individuals, businesses and governments alike. The intersection of automation and sustainability holds tremendous potential for driving positive change, enabling all industries to streamline processes, reduce waste and optimise resource utilisation. Here Stephen Hayes, managing director at Beckhoff UK explores how connecting automation to sustainability goals can revolutionise businesses and help them contribute to a more sustainable planet.
The integration of automation and sustainability is a pivotal step towards creating a more resilient and eco-friendlier world. Despite companies understanding the importance of sustainability, the majority still have a long way to go as only 60 per cent of companies incorporate sustainability in their strategy, and just 25 per cent have sustainability fully integrated into their business model, according to a study by BCG/MIT. However, the integration of automation technologies can serve as a catalyst for progress, as they have the potential to go hand in hand with sustainable goals.
Numerous companies across various industries have embraced automation to advance their sustainability goals. For example, in the automotive industry, Tesla's Gigafactory employs automation extensively to streamline production and reduce energy consumption. By automating material handling and using energy-efficient equipment, Tesla has significantly minimised its environmental impact while increasing productivity.
Another example can be found in the food and beverage industry, where Coca-Cola implemented automation in its bottling plants. With the use of robotics, the company has achieved higher accuracy and consistency in its production processes, resulting in reduced waste and improved energy efficiency.
Several tools and technologies support the integration of automation in the pursuit of sustainability. Internet of Things (IoT) devices enable real-time data collection to facilitate better monitoring and optimisation of manufacturing processes. Advanced analytics and machine learning algorithms help identify energy-intensive activities and suggest energy-saving measures. Additionally, digital twins — virtual replicas of physical assets — allow manufacturers to simulate and optimise processes before implementing changes in the real world.

Automation also plays a crucial role in energy efficiency. Completing a power measurement chain from sensors to the cloud can simplify energy management approaches and improve the availability of machines and production facilities. Until now, continuous power monitoring involved a lot of effort, and external sensors would have to have been installed at great cost.
In such scenarios, power measurement terminals — such as Beckhoff's EtherCAT power measurement terminals — play a crucial role in helping achieve sustainability goals in the long term. By replacing external sensors and utilising standard components, these terminals can be easily integrated into existing machines and systems, including retrofitting projects. This seamless integration enables manufacturers to perform continuous, real-time power measurements, providing valuable insights for sustainable operations.
With permanent, system-integrated power measurement, manufacturers gain the ability to conduct extensive inline analyses. By monitoring power consumption trends, they can quickly detect deviations from normal patterns. For example, a steadily rising power consumption in a machine may indicate potential excessive wear on its bearings. Identifying such issues early on allows for timely maintenance or repair, preventing further damage and extending the machine's lifespan.
Conversely, a decrease in power consumption can be an indication of quality issues in the production process. By promptly rectifying these issues, manufacturers can improve product quality and minimise energy consumption. This proactive approach ensures that sustainability goals are met by optimising resource usage and minimising environmental impact.
Moreover, sudden drops in power usage can also trigger the need for urgent action within the production facility. It could signify a malfunction or breakdown that requires immediate attention to avoid costly downtime. By having real-time visibility into power consumption, manufacturers can swiftly respond to such situations — minimising production disruptions and maximising operational efficiency.
The data provided by power measurement terminals not only facilitates prompt corrective actions but also empowers manufacturers to make data-driven decisions towards long-term sustainability. By analysing the collected power data, manufacturers can identify areas of improvement, optimise energy usage and in turn, reduce carbon emissions. This comprehensive understanding of power consumption patterns enables manufacturers to make informed decisions that align with their sustainability objectives.
The integration of automation and sustainability represents a crucial milestone in the journey towards a resilient and environmentally conscious world. While businesses have yet to fully embrace sustainability in their strategies, automation technologies offer a promising pathway to progress. By leveraging tools such as IoT devices, advanced analytics and power measurement terminals, manufacturers can monitor and optimise their operations in real-time. This data-driven approach empowers businesses to make informed decisions that support long-term sustainability objectives. With automation as a catalyst for change, industries can revolutionise their practices and contribute to a more sustainable planet.
Automation in the chocolate factory
~ How automating the food industry can reduce waste and ruined food ~
In 2006, the Department for Environment, Food and Rural Affairs published the Food Industry Sustainability Strategy, which outlined actions to decrease the building food waste. In 2018, non-profit organisation Waste and Resources Action’s programme reported food waste from UK food manufacturers was around 1.5 million tonnes. This strategy has provided a good start at reducing food waste, but considering total food waste still values around £19 billion a year, there is still a lot left to be done. In this article, Adnan Khan, manager of food & beverage industries at Beckhoff UK, discusses how automating the food industry can reduce food waste.
Automation can help boost the food industry’s traceability, efficiency and quality control. All these benefits can help companies reduce food waste and damaged products.
The UN Food and Agriculture Organization (FAO) calculated that 14 per cent of the food produced globally gets lost in transit to retailers. Automation can help reduce these product losses in transit by using automated tracking system monitors. Using automated tracking systems, businesses can trace transported food with little manual input, allowing them to monitor what is happening at any point, from supply to delivery.
The data from these tracking systems also enables food manufacturers to improve supply chain management by showing inefficiencies and unnecessary expenses. Additionally, tracking systems will alert supply chain managers to any problems during the supply, production or delivery process, helping businesses act quickly before food is wasted or damaged.
For example, a 2019 study by Jagtap and Rahimifard in the journal Waste Management, found that installing an IoT-based digital food waste monitoring system in a ready meal food factory reduced food waste by almost 60.7 per cent.

Standardising quality control
One of the most important parts of food processing is quality control to meet health and safety requirements. If a serious mistake is made during quality control, it could mean contaminated food reaches consumers, causing costly recalls, unnecessary food waste and reputational damage. Automation technology, such as sensors, can make the quality control process more efficient and standardised, ensuring every product receives the same level of inspection and quality control.
Like automated tracking systems, automating quality control allows businesses to be alerted to problems within the production process earlier. This enables larger issues to be avoided later in the process. However, the greatest benefit comes from the superior precision machines provide in comparison with human workers. Human beings can tire, make mistakes and are more prone to inconsistency or errors during quality control processes when compared to machines. Automation can therefore ensure businesses meet quality checking standards consistently and efficiently.
With food wastage such a vital issue, automation can provide the food industry with the tools to reduce food waste while optimising operations. Food manufacturers who haven’t already automated their process should consider doing so to save on company costs and limit the growing amount of food waste in landfills.
To find out more about automation technology for the food industry, visit the food industry page on the beckhoff.com/en-gb/ or contact us at +44 1491 4105-39.
About Beckhoff: Beckhoff Automation implements open automation systems based on PC Control technology. The product range covers Industrial PCs, I/O and Fieldbus components, drive technology and automation software, and all products can be used as separate components or integrated into a complete and seamless control system are available for all industries. Its New Automation Technology philosophy represents universal and open control and automation solutions that are used worldwide in a wide variety of different applications, ranging from CNC-controlled machine tools to intelligent building automation.
Cable-free technology extends transport system capabilities
~ Beckhoff’s latest XTS features No Cable Technology to integrate more mobile handling and processing functionality ~
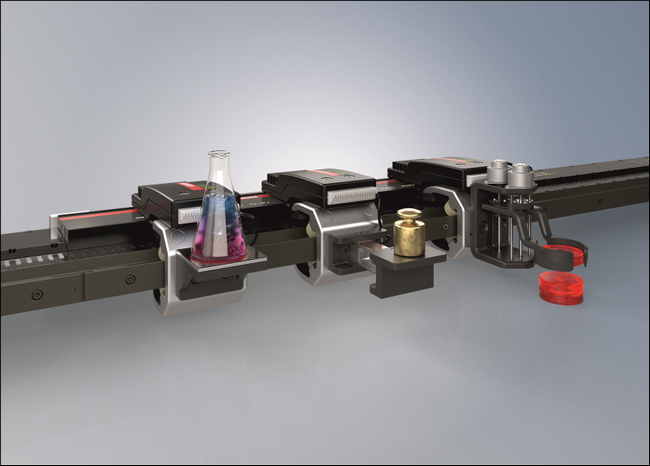
The next generation of machinery can now benefit from No Cable Technology (NCT) to enhance mobile handling and processing performance of transport systems, presenting more opportunities for in-line measurement or processing of products. This enhanced functionality comes with the launch of the XTS intelligent transport system with NCT, which Beckhoff UK is now offering to companies across the UK.
The XTS with NCT features a specially developed compact motor module and electronics mounted directly on the XTS movers, with all required NCT hardware embedded within the module to maintain a compact footprint. The modules deliver contactless power supply and real-time synchronous data communication wirelessly to the XTS movers, allowing for more advanced processing and monitoring functionality in each mover without the need for additional cabling or wiring.
The TwinCAT control system powering the XTS provides microsecond precision to synchronise movements with other parts of the system. Machine builders can use this synchronicity and NCT to develop even more flexible equipment that meets demanding applications, such as automatic alignment or manipulation of products to ready them for quality assurance stations.
“The XTS was developed to provide greater machine flexibility for increasingly complex expectations of automation,” explains Stephen Hayes, managing director of Beckhoff UK. “Many companies globally have benefitted from being able to precisely synchronise movers with processing stations. However, cabling technology has traditionally limited what was possible in the transport system itself. Beckhoff is changing that and opening previously unattainable opportunities in machine flexibility.
“With NCT, power can be wirelessly distributed to the mover’s motor module. This allows for different CNC motion sequences to be assigned to the mover, making it an active part in mobile processing and streamlining production times. For example, instead of a mover transporting a pharmaceutical item to a station for mixing and then removing it to go elsewhere, movers can be programmed to rotate and mix product during transport. This on-the-move processing can make systems more efficient.”
Beckhoff’s NCT can also be integrated into wider data management systems via an open interface and direct linking to the TwinCAT control system. This allows standardised devices such as sensors to be connected for enhanced product control, as well as unambiguous identification of individually programmed movers during operation.
For more information on the XTS with NCT, visit the Beckhoff UK website or call +44 (0)1491 410 539.
About Beckhoff: Beckhoff Automation implements open automation systems based on PC Control technology. The product range covers Industrial PCs, I/O and Fieldbus components, drive technology and automation software, and all products can be used as separate components or integrated into a complete and seamless control system are available for all industries. Its New Automation Technology philosophy represents universal and open control and automation solutions that are used worldwide in a wide variety of different applications, ranging from CNC-controlled machine tools to intelligent building automation.