
Super User
Bearings in space
~ AISI 304 and ceramic bearings will be vital to the next giant leaps for mankind ~
"Space is a risky business,” once said Aaron Cohen, the Acting Deputy Administrator of NASA. “I always considered every launch a barely controlled explosion." With several new space projects expected in the near future, these risks must be avoided at all costs. This puts a greater onus on engineers to create high-performing components that can withstand violent shuttle launches and inhospitable vacuums of space. Here, Chris Johnson, managing director at specialist bearing supplier SMB Bearings, explains the vital role of advanced bearings in man’s journeys beyond the stars.
The United Nations (UN) has identified space-based services and technologies as being key to its 17 Sustainable Development Goals for 2030. Space technology, says its website, will be “key in understanding climate change and during the full disaster management cycle; only two examples among countless applications to which space can contribute to.” Forbes magazine predicts several space technological developments over the coming years. They include green-oriented projects, like infra-red cameras on satellites to monitor thermal emissions produced by homes and businesses, and satellite imagery maps that will measure deforestation in relation to carbon usage.
Smaller payload trips to the Moon are also planned, adds Forbes, and the launch of more satellites. These projects will put more pressure on equipment manufacturers to source and use mission-critical machine components which can survive the vacuum of space. Vital components like sensors, solar cells, lenses and semiconductors will be subjected to extreme temperature fluctuations due to the sun's unfiltered radiation, causing failures and millions of dollars’ worth of damage, in some cases.
These challenges also apply to bearings. A major problem is that ultraclean vacuum environments, especially those characterised by high or low temperatures or highly corrosive elements, can affect bearing life by an astonishing 90 per cent. On the one hand, machine builders have been raising the performance requirements for bearing used in Earth-based applications like food processing and steel fabrication, specifically to enhance how they perform in highly corrosive environments and against exposure to moisture and chemicals. But how can bearings withstand the vacuums of space, and increasing demand for their use in space applications?
Longer life
The harsh conditions of space include demanding factors like absolute vacuum, fluctuating temperatures, and also the extreme and violent G-forces rocket components are subjected to during lift-off. To withstand these conditions, bearings should be space approved — but what does this mean, exactly?
For a start, bearings for use in space should ideally meet the AS9102 Aerospace First Article Inspection standard that covers processes for manufacturing parts, from small electrical components to large structural assemblies, which are used in in aviation, space, and defense. This is part of the AS9100 series of regulations, which is the ISO 9001 quality management system equivalent for aerospace. These standards put engineering demands on the bearing itself.
Take the ball cage, for instance — also called the retainer, which separates the bearing’s balls from the central rolling component. The cage can be made from AISI 304 austenitic stainless steel because of its excellent corrosion resistance and good performance at high temperatures. Coating stainless steel bearings in Polytetrafluoroethylene (PTFE), one of the world’s most versatile known plastic materials, is also beneficial. PTFE is becoming more used outside spacecraft and has exhibited tensile, elongation, flex and impact properties that are up to ten-times better in vacuum environments than more commonly-used fluorine-based plastics, like Tefzel (ETFE).
The bearings’ life should also be considered — especially if they are to be used in rolling elements aboard spacecraft that must remain operational away from Earth for years, decades or indefinitely. Lubrication is vital here, and low outgassing and low-vapour pressure oils have been developed especially for space applications. Synthesized hydrocarbon or Perfluoropolyether (PFPE) liquid lubricants have been used in the aerospace industry for more than 30 years.

Aggressive environments
Let’s look at other materials: ceramics, which are commonly used in thermal protection systems or heat shields in space. Ceramics are shown to effectively withstand extreme temperature changes — such as when a spacecraft enters any type of atmosphere at high speeds, be it Earth or Mars. Ceramics have excellent low and high temperature stability which means they can be used in deep space and cryogenics as well as furnace applications.
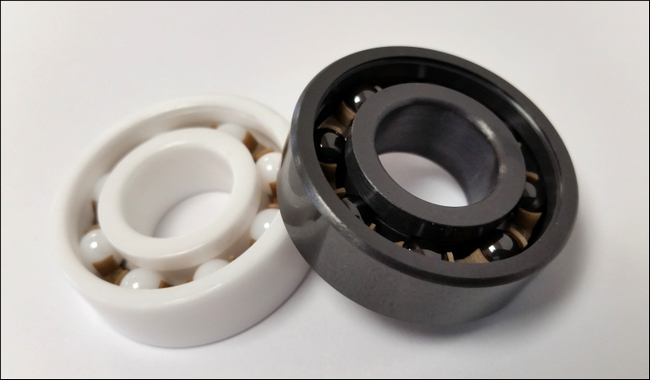
This brings us to ceramic bearings, which are often overshadowed by their steel bearing counterparts due to their pros and cons. First the cons: the roundness of ceramic bear rings is not as good as those in high precision steel bearings. Although ceramic bearings are harder than steel, the material is also more brittle. For this reason, full ceramic bearings are not used in very high speed applications like machine tools or turbines. Super-precision hybrid bearings are preferred for these applications. Ceramic bearings are also more costly.
Nevertheless, ceramic bearings are used in aggressive environments where are other materials are not suitable. They are most-commonly used in applications where excellent corrosion resistant is required, along with exposure to extremely low or high temperatures. In other words, ceramic beings are ideal for use in space.
The most common materials used in SMB Bearings’ ceramic bearings are zirconia (ZrO2) and silicon nitride (Si3N4). Both have excellent corrosion resistance, These materials have a low friction coefficient, which brings us to a key advantage of full ceramic bearings: they can run constantly at speed without lubrication, which is why Si3N4 is often used in vacuum environments.
ZrO2 bearings can be used up to 400 degrees Celsius and Si3N4 bearings up to 800 degrees Celsius. Also, for these temperatures, SMB Bearings recommends the bearings should be full-complement. This means the bearing doesn’t have a ball retainer and, instead, the free space allows additional balls to be fitted. This increase in ball complement allows for significant increases in radial bearing capacity although maximum speed is greatly reduced. Down to approximately minus 200 degrees Celsius, ceramics also have excellent low temperature performance provided a suitable cage is used.
With their lightweight and vacuum-compatible properties, silicon nitride bearings will be greatly relied-upon in space-exploration applications. They will particularly benefit satellites and spacecraft, which need optimal weight capacities in order to perform enhanced flight dynamics and acceleration. These specialist bearings, along with their stainless steel counterparts, will be vital to ensuring that the next giant leap for mankind is a far-from risky business.
Welltec launches 4-in-1 solution for enhanced reliability in new and existing completions
Welltec® has launched a life-of-well, API-qualified completion system for anchoring in cased hole – the Welltec® Expandable Anchor (WEA). The new solution is a product that has capacity to deliver four different applications, designed to bring greater reliability, flexibility, and efficiency to the well construction process.
“The WEA solution is a machined sleeve which uses a surface-controlled hydraulic expansion process utilized within well construction and completion. The technology has proven reliability for both installation and long-term solution capability,” says Paul Hazel, Welltec’s Global Solutions Director for Well completions.
“Many on-market solutions use a complex series of moving parts for setting and have multiple restrictions on well geometry to deliver reliable anchoring. This inevitably increases the risk of failure which can result in expensive remedial work or may result in the completion being pulled back to surface to be re-dressed and re-run. It is exactly this type of risk that we are eliminating with the WEA,” Hazel explains.

4-in-1 completion innovation
Developed on the field-proven platform of Welltec’s metal expandable packer technology, the WEA can be utilized as a liner hanger, tieback liner, inner-string packer, and casedhole plug.
All versions of the product are qualified to the API 19LH V1 standard and are fully compatible with Welltec’s Metal Expandable Packer (MEP) portfolio.
Additional benefits include
- Option for reciprocation, circulation, and rotation during deployment of the completion string
- High circulation and low Equivalent Circulating Density (ECD), large running clearance
- Compatibility with feedthrough lines
- Elimination of the need for a de-burr run when deployed within perforated liners / casings
- Bi-directional anchoring with proven MEP sealing to V0
A solution in demand
Onshore and offshore deployments of the new product have already taken place in the Americas and the Middle East respectively, with further deployments scheduled.
“Our Design & Engineering team has developed this solution with a commitment to three focus points: reliability, flexibility, and efficiency. Rigorous testing over a two-year period has led to the development of a single solution that provides operators with a clear path to securing well integrity in vastly different scenarios,” says Wai Hoe Chum, Welltec’s Vice President of Well Completions.
Tata Steel and ABB will jointly explore technologies to help reduce carbon footprint of steel production
Tata Steel Ltd and global technology leader ABB have signed a Memorandum of Understanding (MoU) and will work together to co-create innovative models and technologies to help reduce the carbon footprint of steel production. ABB will bring global experience in automation, electrification and digitalization for the mining and metals industries.
- The project will target improvements in energy efficiency, decarbonization and circularity in plants and production facilities
- Tata Steel is pursuing carbon neutrality by 2045 as one of its major sustainability goals
Tata Steel is among the top global steel companies with a crude steel capacity of 35 million tons per annum and is committed to major sustainability targets including achievement of carbon neutrality by 2045. In line with its aspirations, the steelmaker has a medium-term target to reduce carbon emissions to less than two tons of CO₂ per ton of crude steel in its Indian operations by 2025.

The two companies will focus on system-level assessments of Tata Steel’s manufacturing plants and production facilities for evaluation and co-development of short and long-term options for energy efficiency, decarbonization and circularity.
“Steel companies know there are opportunities to improve their processes, and Tata Steel is one of the leaders in this movement towards energy efficiency and reduction of carbon footprint,” said Vipul Gautam, Group Vice President, Global Account Executive for Tata Group, ABB. “World Economic Forum figures anticipate the energy transition will require as much as three billion tons of metals over the medium term; six times more mineral inputs by 2040 to reach net-zero emissions globally by 2050. ABB is confident in working with our customers and partners to evolve how steelmaking is powered to help reach production and environmental targets.”

Tata Steel is committed to sustainable development and growth as an integral part of its business philosophy. To ensure sustainable growth, the company is working on deployment of key enablers for deep decarbonization, including the use of more scrap in steelmaking, use of alternate fuels such as natural gas and green hydrogen, use of renewable energy and deployment of carbon capture and storage/utilization technologies. Tata Steel expects to increase capacity to 40 million tons by 2030 hence this collaboration with technology partner ABB is a key enabler to achieve that growth in a sustainable manner.
ABB and Tata Steel will explore energy optimization via hydrogen as an alternative fuel for upstream processes and energy reduction as well as substitution through fully integrated electrification and digital systems such as ABB Ability™ eMine and e-Mobility solutions and energy efficient motors.

The global steel industry contributes between 7 to 9 percent of global fossil fuel CO₂ emissions, according to various sources including the International Energy Agency (IEA).
ABB’s Process Automation business automates, electrifies and digitalizes industrial operations that address a wide range of essential needs – from supplying energy, water and materials, to producing goods and transporting them to market. With its ~20,000 employees, leading technology and service expertise, ABB Process Automation helps customers in process, hybrid and maritime industries improve performance and safety of operations, enabling a more sustainable and resource-efficient future. go.abb/processautomation
ABB is a technology leader in electrification and automation, enabling a more sustainable and resource-efficient future. The company’s solutions connect engineering know-how and software to optimize how things are manufactured, moved, powered and operated. Building on more than 130 years of excellence, ABB’s ~105,000 employees are committed to driving innovations that accelerate industrial transformation.
ABB is first in world to deliver IE5 ultra-premium motor efficiency in explosive environments
ABB has extended its award-winning IE5 SynRM (synchronous reluctance motor) series with a brand-new addition: the IE5 SynRM Increased Safety motor. In a world-first, customers operating in hazardous area industries can now ensure safety and boost their energy efficiency by deploying motors that offer up to 40 percent lower energy losses compared to commonly used IE3 motors.
- 40 percent lower energy losses in the most challenging of spaces: hazardous areas
- Cooler-running motor ensures a cost-efficient and competitive solution for increased reliability, lower maintenance needs and a longer life
The new version of the IE5 SynRM motor has been developed for use in potentially explosive atmospheres across a wide range of demanding variable speed industrial applications. It offers accurate control and high efficiency throughout the whole speed range, even at partial loads. This makes it the ideal upgrade choice for standard induction motors in pumps, fans and compressors for industries where explosive gas, vapor or dust might be present, such as oil and gas, chemicals, wood processing and flour milling.
In addition to energy savings, the new SynRM Increased Safety motors can help customers specify a more cost-effective installation. For example, in Zone 1, the cooler running design could allow the use of an increased safety motor where a flameproof motor with a special enclosure would be the traditional choice. While in Zone 2, the improved loadability of SynRM motors, that enables more power to be delivered from the same size as an induction motor, is important. This could enable a smaller, and therefore lower-cost, motor to fulfill the same duty.
Stefan Floeck, Division President IEC Low Voltage Motors, ABB, says: “We have achieved a significant world-first by bringing the benefits of IE5 ultra-premium efficiency to the hazardous area sector. Adopting best-in-class technology has made our IE5 SynRM motors a game-changer for operators in a wide range of industries. They see the capability to improve energy-efficiency as key to achieving their net zero ambitions while optimizing their business costs.”
A key benefit of IE5 SynRM Increased Safety motors is that they run cooler than standard designs. Bearing temperatures are reduced by up to 15°C and winding temperatures by up to 30°C. This provides increased reliability, prolongs the motor’s lifetime and reduces maintenance needs.
The SynRM design combines the performance advantages of permanent magnet technology, with the simplicity and service-friendliness of an induction platform. To ensure an environmentally friendly design, the motors don’t contain magnets or rare earth metals.
IE5 SynRM Increased Safety motors are available with output power of 5.5 to 315 kilowatt (kW) in frame sizes IEC 132-315.
ABB is a technology leader in electrification and automation, enabling a more sustainable and resource-efficient future. The company’s solutions connect engineering know-how and software to optimize how things are manufactured, moved, powered and operated. Building on more than 130 years of excellence, ABB’s ~105,000 employees are committed to driving innovations that accelerate industrial transformation. www.abb.com
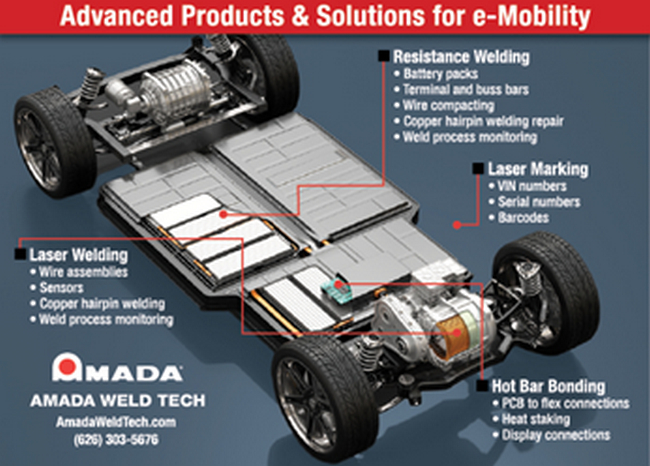
AMADA WELD TECH Highlights Welding and Process Monitoring Technology at The Battery Show
AMADA WELD TECH announces that it will promote its battery and EV welding technologies at The Battery Show, September 12-14, 2023, at the Suburban Collection Showplace in Novi, Michigan. On display in Booth 2537 will be the WL-P300A laser processing workstation, and the UB-4000A linear DC welding power supply paired with the TL-188B-EZ weld head and WM-200A IIoT-ready networked resistance weld monitor.
WL-P300A is a Class 1 laser processing workstation optimized for marking on a range of metals (CRS, Copper, and Aluminum). Integrated with a IR fiber laser, it is ideal for making permanent, machine-readable marks on a variety of materials. The laser may also be used for welding of small components and has proven to connect battery tab to cylindrical Li-ion cells. Standard options include an XY table, rotary stage, cover gas module, fume extraction, bar code reader, and camera systems to tailor the machine to your specific processing needs.
The UB-4000A is a 200-4000 Amp linear DC resistance welding control that features four feedback modes, precise waveform control, and fast rise time. Weld energy may be programmed in current, voltage, power, or V-A in increments as short as 0.1 milliseconds. The power supply will be paired with the TL-188B-EZ pneumatic weld head, which operates at speeds exceeding 3600 welds per hour. This precise, low-inertia, force-fired weld head has a narrow vertical profile that exerts 5 to 100 lb (22-445 N) of force.
Complementary to the resistance welding system will be a live demonstration of the new WM-200A IIoT-ready, networked monitor. The monitor will collect high-resolution waveform data from the UB-4000A/TL-188B-EZ, which can be used for instantaneous comparison of good/bad signals, for statistical analysis of the process, and provide a means for manufacturing traceability. AMADA WELD TECH will also show a range of handheld and desktop weld process monitoring solutions to aid in production.
About AMADA WELD TECH
Since 1948, AMADA WELD TECH has worked to achieve one goal: to solve customer’s manufacturing challenges. Knowing there is no one solution that fits all, the company strives to provide customers with innovative and reliable manufacturing technology solutions in an effort to be their single source provider. AMADA WELD TECH manufactures equipment and systems for resistance welding, laser welding, laser marking, laser cutting, hermetic sealing and hot bar reflow soldering and bonding. The company serves a wide range of markets including medical devices, battery, aerospace, automotive and electronic components. AMADA WELD TECH is an ISO9001 certified company. Contact AMADA WELD TECH at This email address is being protected from spambots. You need JavaScript enabled to view it.. Learn more about the company’s products and services at www.amadaweldtech.com.
Mocean Energy lands £3 million for next generation wave machine
Wave energy pioneers Mocean Energy have secured over £3 million EU funding to develop and deploy a 250kW wave machine in Orkney.
- EuropeWave funding for 250 kW wave machine
- Orkney at-sea installation to commence in 2025
- Machine to be built in Scotland
- Paves the way to wave array in UK waters
The large-scale wave energy device – named Blue Horizon 250 – will be manufactured in Scotland and will be deployed in a grid-connected berth at the European Marine Energy Centre (EMEC) in Orkney as early as 2025.
It’s hoped the project could then pave the way to a small wave farm delivering 1-2 MW of low carbon electricity by 2030.
The Edinburgh firm has been awarded £3.2 million (€3,749,405) in Phase 3 of EuropeWave, a pre-commercial procurement programme, funded through the EU and managed in collaboration with Wave Energy Scotland, the Basque Energy Agency and Ocean Energy Europe.
Mocean Energy is one of three wave companies to have been awarded funds in Phase 3, each of which has successfully passed through competitive stage gates in Phases 1 and 2 of the programme.
The other successful companies are IDOM Consulting and CETO Wave Energy Ireland, who will install their devices at the Biscay Marine Energy Platform (BiMEP) in northern Spain.

“This is a major milestone for Mocean Energy,” states company co-founder and Managing Director Cameron McNatt.
“We have already demonstrated our technology successfully at small scale and this programme will allow us to build a significantly larger machine based on our proven hinged raft design, and incorporate our novel direct drive generator.
“We are already working with a range of supply chain partners across Scotland and the UK who bring tremendous experience and professionalism to the wave energy sector, and I am confident we have the right suppliers on board to bring this ambitious project to fruition.
“Innovation funding is crucial for early-stage technologies, and I am grateful to EuropeWave for this support which will help leverage the additional private investment this project will require.
“Looking further ahead, our goal is to deliver a small array in UK waters this decade, and I am confident that with appropriate innovation funding in place we can realise our ambition to build commercial wave energy arrays and generate home-grown green energy from our seas, both in the UK and around the world,” McNatt says.
Mocean Energy is already a key participant in the £2million Renewables for Subsea Power (RSP) programme which has connected Mocean’s 10kW Blue X wave energy prototype with a Halo underwater battery system developed by Aberdeen intelligent energy management specialists Verlume.
The two technologies are currently in the seas off Orkney where they are delivering low carbon power and communication to infrastructure including Baker Hughes’ subsea controls equipment and a resident underwater autonomous vehicle (AUV) provided by Transmark Subsea. The programme has been supported by industry partners alongside the Net Zero Technology Centre (NZTC).
Blue Horizon 250 will be a significant scale up from Blue X and is designed for commercial applications on islands and remote communities, while also including early grid projects and off-grid applications, such as oil and gas and aquaculture.
The Blue X prototype was built in Scotland with around 80 percent local supply chain content, and it is anticipated Blue Horizon will deliver similar levels of local work. In March, Mocean Energy selected Aberdeen-based TEXO Engineering and Fabrication as its preferred fabrication, assembly and load-out contractor for its future wave energy convertors.
The deployment and demonstration of the Blue X at EMEC was funded by Wave Energy Scotland (WES) and supported by Interreg North-West Europe’s Ocean DEMO project.
Tim Hurst, Managing Director of WES said:
“With their Blue X prototype deployed in Scapa Flow, Mocean Energy proved their technology had the right cost, performance and reliability to deliver commercial wave energy.
“The RSP project has successfully demonstrated the technology in a specific oil and gas application, and now phase 3 of EuropeWave will demonstrate that the technology can scale up and ultimately be deployed in sufficient numbers to make a significant contribution to our net zero targets.
“The EuropeWave project itself has shown that effective collaboration between European public funders in a structured and competitive programme can accelerate technology development and deliver outcomes to an internationally recognised standard.”
Neil Kermode, EMEC’s Managing Director, said:
“Mocean Energy first came to Orkney in June 2021 with the testing of their Blue X prototype on our scale test site in Scapa Flow for a five month test campaign gaining initial operational experience in real-sea conditions
“We’re delighted to see Mocean secure this funding and continue the next steps in their development journey in Orkney which will see them deploy at our grid-connected test site at Billia Croo. This perfectly illustrates the importance of facilities and services that enable practical demonstration and allows learning by doing.”
Phase 3 will involve the detail design, a full-scale build, and 12 months at-sea testing of a first-of-a-kind wave energy converter (WEC) at EMEC, leading to technology readiness level TRL6/7 (TRL1-9 scale). Focus areas will include:
- Building a novel power take-off system (PTO) at full-scale – combining a Vernier Hybrid Machine (VHM) with an associated linkage mechanism to boost energy yield/mass;
- Exporting power to the grid – ensuring grid compatibility and compliance;
- Meeting targets set across IEA-OES evaluation areas, and improving across power performance, availability, reliability, and survivability in particular;
- Refining costs and our commercial roadmap - ensuring follow up projects exist that are viable and attractive to customers and end-users;
To complete the full-scale 250 kW Blue Horizon programme, Mocean will bring in private funding as required.
“The EuropeWave programme is a vital catalyst to build confidence in the industry and accelerate the technology towards commercialisation,” McNatt concludes.
Rohde & Schwarz and Greenerwave collaborate to verify RIS modules and drive 6G research
Reconfigurable intelligent surfaces (RIS) are drawing attention in the wireless industry due to their potential for an efficient 5G mmWave rollout as well as future 6G applications. A measurement campaign by Rohde & Schwarz and Greenerwave recently characterized the configurable radio wave reflection properties of a novel FR2 RIS module developed by Greenerwave with an over-the-air (OTA) antenna test system from Rohde & Schwarz. It is one of the first real measurements confirming that a metamaterial-based RIS can improve the coverage and efficiency of wireless communications performance, especially for 5G FR2. The groundbreaking work will pave the way for further 6G developments.
Reconfigurable intelligent surfaces (RIS) promise to revolutionize wireless communications. RIS is a key technology for 6G networks, which must be more efficient than 4G LTE or 5G NR in every way. RIS technology uses metamaterials to control the otherwise random radio environment. Metamaterials are the key to fulfilling the promise of RIS. The materials enable unprecedented control over EM waves by manipulating the impedance on a subwavelength scale and have led to significant breakthroughs in imaging, radar and wireless communications.
Rohde & Schwarz test and measurement instruments were used to characterize an FR2 RIS from Greenerwave for the recent test campaign. Testing RIS modules requires a test environment that can be illuminated from different incident angles while simultaneously measuring signals at multiple angles. A wireless performance test chamber (WPTC) from Rohde & Schwarz was used for over-the-air (OTA) measurements. A holder was specifically designed for the feed antenna illuminating the Greenerwave RIS.
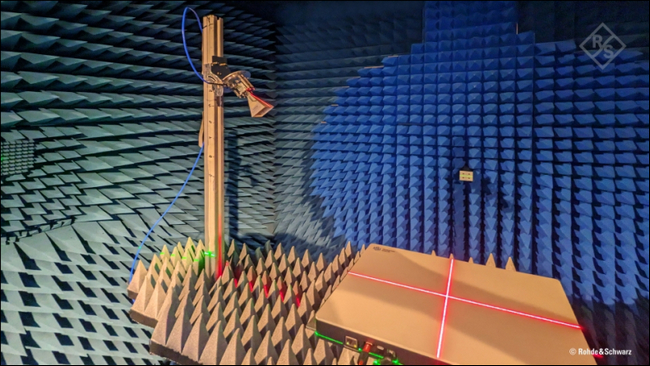 Caption: OTA measurements of the FR2 RIS from Greenerwave in a wireless performance test chamber.
Caption: OTA measurements of the FR2 RIS from Greenerwave in a wireless performance test chamber.
The RIS from Greenerwave uses a metamaterial proprietary technology. The RIS is an electronic device, composed of many layers and a surface inlaid with a set of patch antennas, called pixels or unit cells, whose electromagnetic responses can be controlled via a control board. The module operates in 5G FR2 and beyond, covering a bandwidth of 25-30 GHz with instantaneous bandwidth of 2 GHz. The module comes with separate polarization control, beam scanning from -60 to 60 degrees and a beam width as narrow as 3 degrees.
During the measurement campaigns, the RIS reflection characteristics and reflection quality were investigated in the test chamber with respect to modulated 5G signals in the millimeterwave frequency range. The 3D reflection characteristic measurements were performed with the R&S ZVA vector network analyzer (VNA), and the 5G signal reflection quality measurements used the R&S SMW200A vector signal generator and R&S FSW signal and spectrum analyzer. R&S AMS32 software was used to automate measurement and data analysis. Results verified that the Greenerwave RIS can enhance wireless communications capabilities, particularly in the context of 5G FR2 implementations.
Alexander Pabst, Vice President Market Segment Wireless Communications at Rohde & Schwarz says: “We are excited about our successful collaboration with Greenerwave to characterize a FR2 RIS module. Our combined research efforts will chart the course for further advancements in 6G, as we continue to explore innovative solutions to meet the evolving needs of the wireless industry.”
Geoffroy Lerosey, CEO & CSO of Greenerwave, and Youssef Nasser, Head of 5G/6G Business Unit, agree: “We believe in our RIS technology and its capabilities to develop new 5G FR2 use cases. Our collaboration with Rohde & Schwarz is an important step in proving that our RIS meets the 5G requirements using professional OTA equipment. In the near future, we will explore new opportunities that help shape the technology development in 5G advanced and beyond.”
Rohde & Schwarz actively supports 6G research activities across Europe, Asia and the US, while also contributing to research projects, the work of industry alliances and collaborating with leading research institutes and universities. Greenerwave, a French startup based in Paris, is active in many European research projects and activities for 5G/6G, Satcom, radar and RFID through a cutting-edge and natively energy sober technology. Both Rohde & Schwarz and Greenerwave are members of the one6G alliance and ETSI ISG RIS and are actively involved in shaping the future of RIS technology.
For more information on 6G test solutions from Rohde & Schwarz, visit: https://www.rohde-schwarz.com/6g
Greenerwave
Greenerwave SAS is a French deeptech startup based in Paris. It is a spin off from Institut Langevin, an academic laboratory that belongs to French academic research center CNRS and engineering school ESPCI Paris. Greenerwave innovates through its technology in passive control of electromagnetic wave propagation using reconfigurable intelligent surfaces. The company designs, develops, manufactures, and characterizes electronically reconfigurable metasurfaces that go from a few 100 MHz to sub-THz, for applications that range from IoT and RFID in the lower part of the spectrum, to smart antennas and radars in the higher ones. It is protected by a strong portfolio of 10 patents. Greenerwave is a partner of choice for the design and fabrication of RIS for both communication and sensing applications.
https://greenerwave.com/
Rohde & Schwarz
The Rohde & Schwarz technology group is among the trailblazers when it comes to paving the way for a safer and connected world with its leading solutions in test & measurement, technology systems, and networks & cybersecurity. Founded nearly 90 years ago, the group is a reliable partner for industry and government customers around the globe. On June 30, 2022, Rohde & Schwarz had around 13,000 employees worldwide. The independent group achieved a net revenue of EUR 2.53 billion in the 2021/2022 fiscal year (July to June). The company is headquartered in Munich, Germany.
R&S® is a registered trademark of Rohde & Schwarz GmbH & Co. KG.
Emerson to showcase Floor to Cloud™packaging solutions at PACK EXPO 2023
Visitors to South Lower Hall, Booth 6107, can view highlights from the comprehensive Floor to Cloud portfolio, which includes AVENTICSTM, BransonTM, MoviconTM, PACEdge and PACSystemsTM solutions. Packaging automation experts will demonstrate how a Floor to Cloud approach unlocks trapped data and connects islands of automation, giving manufacturers the visibility and control to solve critical challenges and ambitious goals. Attendees will learn how to improve overall equipment effectiveness (OEE), increase energy efficiency while reducing waste, and create safer operations and digital record keeping.
Emerson will also be highlighted as an industry expert in the new Sustainability Central presented by PMMI and curated by Fuseneo. Located in North Hall (Booth N-9455), Sustainability Central is an interactive experience that demonstrates how manufacturers can achieve packaging sustainability.
Movicon.NExT HMI/SCADA
Movicon.NExT™ HMI/SCADA is a highly modular, highly scalable platform that goes beyond SCADA to solve automation problems for both CPGs and original equipment manufacturers (OEMs), from the single machine level to a complete plantwide IIoT project implementation. Among Movicon.NExT modules, Movicon Pro.Lean™ provides performance data and analytics for evaluations of overall equipment effectiveness (OEE) and Movicon Pro.Energy™ measures and tracks consumption, while the advanced Movicon NExT.AR solves operational problems through visualization tools that allow personnel to evaluate previously unreachable equipment. For maximum flexibility, Emerson also provides Movicon WebHMI, an HTML5-based visualization tool that can be used as a stand-alone HMI product running on Windows or Linux operator panels, or as a Web Client for Movicon.NExT SCADA applications, as well as Connext™, an industrial protocol gateway.

Presentation and event highlights:
In addition to showcasing its advanced Floor to Cloud packaging automation solutions, Emerson will also sponsor two events, the annual Packaging & Processing Women’s Leadership Network (PPWLN) breakfast and the Amazing Packaging Race.
All women who are registered for PACK EXPO Las Vegas are invited to the free PPWLN breakfast and program on Tuesday, September 12, at 7:30 a.m. in Room N-247. Following the breakfast, attendees will have the opportunity for a private show floor tour and participate in a Q&A with Lisa Propati, Vice President and General Manager of Weiler Labeling Systems, as well as other packaging executives.
As part of the Amazing Packaging Race, teams from U.S. colleges, trade schools and universities race to complete tasks and solve problems at booths across the PACK EXPO Las Vegas show floor.
Product highlights:
AVENTICS Series Advanced Electronic System (AES) With Integrated OPC UA
The award-winning AVENTICS Series Advanced Valve (AV) system with Advanced Electronic System (AES) is the first pneumatic valve system with an integrated Open Platform Communications Unified Architecture (OPC UA). The AES helps interoperability challenges and accesses data more easily, while the digital twin integration improves productivity efficiency and reduces costs. In 2022, the AVENTICS Series AV system with Advanced AES won an Endeavor IDEA! Award, earned silver in the LEAP Awards and was named a finalist for the NED Innovation Awards.
Metsä Spring invests in Swedish startup Adsorbi that purifies indoor air with cellulose-based material
Adsorbi raised a EUR 360,000 seed financing for its patented, bio-based air purification material that can remove pollutants from indoor air and decrease odours.
Swedish startup Adsorbi AB has secured EUR 360,000 in seed funding from Metsä Spring, Chalmers Ventures, and Jovitech Invest for its cellulose-based air purification material that can be used in air filters and odour removal products. The funds will be used to continue studying product application possibilities and ramp up sales in odour removal and art conservation, while concentrating on product development and field testing with air filter companies. Adsorbi is a spinout from Chalmers University of Technology based in Gothenburg.
Indoor air quality is a much larger issue than currently understood. According to World Health Organization, indoor air pollution killed more than 3 million people in 2020. Many ailments, such as asthma, heart disease, and lung cancers, can be caused by bad air quality. As people in industrialised nations spend up to 80–90% of their time indoors, maintaining air quality is crucial to keeping people’s health intact. In addition, many businesses rely on top indoor air quality. For example, museums and art galleries protect artefacts from air pollutants and also need to remove harmful particles that the artwork emits to the air.
Founded by a team consisting of university researchers and seasoned business developers in 2022, Adsorbi’s material is made from a renewable resource, wood, and has a low environmental impact and long product lifetime. The material is excellent at capturing and storing air pollutants that can cause problems in respiratory systems.

“We want to thank Chalmers Ventures for their continued support of our mission, as well as warmly welcome new investors Metsä Spring and Jovitech Invest. Now we have a dream team of investors who understand deep tech, material startups, as well as novel usage cases for cellulose. Our patented material can be used wherever air pollutants are a problem - in air filters, products that remove bad odours, and in museums to protect works of art. This means we can tackle several significant markets with one unique material”, says co-founder and CEO of Adsorbi, Hanna Johansson.
The current industry standard for air purification is activated carbon, which has many downsides – its production from coal or coconut shells has a big negative impact on the environment, it has a short life cycle, is hardly customisable, and performs poorly in removing health hazardous volatile organic compounds (VOCs). As governments are rolling out stricter regulations on air quality, businesses are in a race to find new solutions.
Adsorbi’s material answers this need, as it is flexible, has a longer lifetime, and is more energy efficient. Unlike activated carbon, it doesn’t release any VOCs back into the air. The material is bio-based, its original raw material is sustainably harvested from the Nordic forests, and it has a wide range of applications. A significant market where it can remove activated carbon is the odour removal industry for shoes, bags, and cars – making these products more hygienic and prolonging the products' lifecycle.
Adsorbi marks Metsä Spring’s first Swedish startup investment, and will be an addition to its wood-based innovation portfolio, already consisting of four other external investments and two internal development projects. Metsä Group’s innovation company Metsä Spring is actively looking to invest in the best possible innovations to replace fossil-based materials and chemicals in everyday products.
“We are very excited to invest in Adsorbi, which has a diverse and solid research background and business-minded founding team. It is also working on a product made out of pulp, which makes Adsorbi of particular interest for Metsä Group. With Adsorbi in our portfolio, we are yet another step closer to removing fossil-based materials from everyday products”, says Niklas von Weymarn, CEO of Metsä Spring.
Adsorbi
Adsorbi was founded in 2022 from research in applied chemistry at Chalmers University of Technology in Gothenburg, Sweden. Adsorbi is a startup company developing bio-based materials for air pollutant and odour removal. By using wood-based cellulose as a raw material, Adsorbi offers innovative materials with both sustainability and high performance in focus. Contact us at adsorbi.com.
Metsä Group
www.metsagroup.com
Metsä Group is leading the way in advancing the bioeconomy. We invest in growth, bioproduct development and a fossil free future. The raw material for our products is renewable wood from sustainably managed northern forests. We focus on the growth sectors of the forest industry: wood supply and forest services, wood products, pulp, fresh fibre paperboards, as well as tissue and greaseproof papers.
Metsä Group’s annual sales amount to approximately EUR 7 billion, and we have around 9,500 employees in around 30 countries. We promote a culture of diversity, equality and inclusion. Our international Group has its roots in the Finnish forests: our parent company is Metsäliitto Cooperative which is owned by over 90,000 forest owners.
Singapore to Dongguan Air-Sea Pilot with Cathay Cargo
In an industry first, global freight forwarder Dimerco has partnered with Cathay Cargo to conduct a successful pilot of a new Air-Sea solution transporting shipments from Singapore to Dongguan, China via Hong Kong, shaving up to a day off the established Air-Truck schedule.
Dimerco developed the Air-Sea solution to provide a faster alternative to the Air-Truck service mode.
 Dimerco coordinated to tow ULD from HKG terminal to seaport.
Dimerco coordinated to tow ULD from HKG terminal to seaport.
The Dimerco team worked closely with Hong Kong International Airport (HKIA) to optimize the transit time for a shipment of integrated circuits for a leading semi-conductor distributor. Originating in Singapore, the shipment travelled by air to HKIA, then by sea to the port of Dongguan (DGM) and by truck to DGM Logistics Park and on to the delivery destination. The total journey time took just 3 days.
In a seamless operation, Dimerco coordinated the whole process, evaluating opportunities to save time and costs at each stage. After the cargo was released from the air terminal without the need for customs clearance, it was towed to the seaport. The sea portion of the operation provided a more cost-effective alternative to trucking, and Dimerco had identified that, with the planned introduction of more frequent sailings, transit time could be reduced by between 12 and 24 hours.
The three participants in the pilot – the Airport Authority, Cathay Cargo and Dimerco – analyzed the outcomes of the pilot and identified further efficiencies, including the documentation procedure and customs data integration. This will improve the process flow for future operations.
 Dimerco coordinated to arrange trucking to Dongguan Logistics Park for ULD breakdown.
Dimerco coordinated to arrange trucking to Dongguan Logistics Park for ULD breakdown.
Dimerco’s Central Service Center (CSC) said: “Dimerco is always searching for ways to reduce transit times and save costs for customers, so we are honored to be the first freight forwarder to partner with Cathay Cargo, and to strengthen our relationship with other associates from the original Air-Truck service. Our Hong Kong team excelled themselves to such a degree we received a letter of congratulation from HKIA on the completion of the successful pilot.
More importantly, we can now offer two multimodal solutions to our customers for handling imports and exports to/from Southern China.”