Uncategorised (70)

Andy Burns, technical business manager at Global Heat Transfer explains what you need to know when it comes to testing thermal fluid for compliance under the Dangerous Substances and Explosive Atmospheres Regulations 2002 (DSEAR):
The key information required from test reports is carbon level, which indicates if a thermal fluid is breaking down due to thermal cracking and/or oxidation, total acid number (TAN), which is a measure of acidity, usually due to the oxidation process and flashpoint which indicates how well a system vents-off light fractions which re generated by the thermal cracking process.
Test reports need to be read with respect to carbon level and TAN in terms of longevity of fluid, but also with respect to contamination from particulates, wear particles and water intake in terms of performance.
Speaking to customers in the field about test reports has prompted Global Heat Transfer to use a red-amber-green (RAG) status indicator based on threshold limits being reached.
For example, green would mean no action is needed and amber would mean action should be taken imminently to avoid problems, while red would mean a critical threshold has been reached, needing urgent action.
A level of one percent carbon is critical, as is a TAN level of one percent. We stick to these limits rigorously at GHT in the interest of operational efficiency.
Fluid awareness training examines the consequences of excessive carbon build-up which can cause the system to clog up and fail. Carbon collects inside pipework and heaters and affects thermal efficiency, acting as an insulating layer and causing hot spots in heaters which can melt coils and cause fires. The emphasis is on diagnosis and planned preventative maintenance, potential problems arising from poorly maintained thermal fluids.
In terms of DSEAR training, all thermal fluids break down at some point and the rate of decomposition varies in report to the type of fluid and temperature and fluid durability in direct proportion to the proximity to its maximum recommended bulk operating temperature.
A fluid’s gradual degradation through thermal cracking will lower its flashpoint, fire point and corresponding auto ignition temperature and action is needed when this reaches 115 degrees centigrade (red warning for a mineral fluid) although a cautionary amber alert is triggered once a closed flash point reaches 130 Centigrade. A closed flash point value less than 80 Centigrade can be disastrous as in the event of a loss of containment, ignition is likely without an ignition source.
Understanding a thermal oil’s material safety data sheet (MSDS) is a key training objective because the document outlines all of the fluid’s characteristics, including operation temperature range, fluid density, fluid viscosity, flashpoints, auto-ignition, pour point and boiling point. Not all thermal fluids have a high starting flashpoint, which reiterates the importance of sampling on a scheduled basis, because a synthetic fluid for example will generally have a lower flashpoint than a mineral fluid.
Global Heat Transfer is running on-site or off-site training courses on the Dangerous Substances and Explosive Atmospheres Regulations 2002 (DSEAR), thermal fluid awareness and managing and understanding of oxidation. The courses focus on sampling methods for thermal fluids and on understanding what to look for in test results.

Speech by Bob Fryar, BP executive vice president, safety & operational risk, at this summer's Piper 25 conference Aberdeen, UK. The event marked the 25th anniversary of the Piper Alpha accident:
When the Piper Alpha accident happened, I was still very new to the industry. I had only worked in it for a couple of years. As for most people, the thing that stood out to me with great sadness was the loss of life and the impact that the accident had on so many families and communities.
It also tragically reinforced the fact that we work in a hazardous industry. Our task is to bring energy to people around the world. That task is full of hazards and risks that must be understood and managed at all times.
Since that time I have worked in operations for most of my career, and I have therefore been able to see and be part of the industry’s response to this incident. I have worked in BP’s North America Gas business, the deepwater Gulf of Mexico team, in Trinidad and Tobago, in deepwater Angola. In all of those businesses, I have felt the positive response to Piper Alpha.
This shows up in changes in the way work is controlled, how engineering is used to prevent fires and explosions, and many other areas.
The response from industry and government was very effective. Lord Cullen produced a landmark report and the accident acted as a real catalyst for change.
Despite all of these improvements, the fact is that in general the hazards and risks haven’t changed. They are still there. What changes is the way we relate to those hazards and risks as we learn and improve over time.
And when you look at lost time frequency in the UK offshore over the last 25 years, there has been real improvement.
From looking at the results, three things jump out for me.
First, while I recognise we are only looking at one metric, continuous improvement seems to have occurred over the last 25 years. Rarely do you see a subsequent year frequency exceed the preceding year. This improvement has substantially reduced the number of people being hurt, which is a goal we all share.
The second thing that you can see from the data is that there are some changes in the slope of the line. Where there have been big reductions in the lost time injury frequency, many times this is associated with a particular event.
The Step Change in Safety campaign, for example, was launched in 1997 and was an effort to refocus the industry. They set an ambitious target of a 50% improvement in the safety performance of the industry in the UK over the next 3 years. I believe it made a real difference.
Like the Piper Alpha accident and the Cullen report, Step Change in Safety served as a driver to make real safety improvements in a relatively short period of time. These examples show that industry-wide effort and commitment can take us forward. And the good news is that these improvements have been sustainable.
However, the third thing that you can see from the data is that for the last several years, we are in a flat spot.
As Malcolm has observed, the purpose of the time spent together this week should be to re-energize ourselves and the industry to make a fresh effort to reduce still further the safety and environmental risks associated with the possibility of a major accident in our industry. And the flattening out of the data suggests that this is a good time to be making that renewed commitment.
We all have our own personal reasons for making that commitment afresh. One of mine is that my eldest son will start his first job in this industry in two weeks’ time.
But also, as for others in BP and across the industry, it is the memory of friends and colleagues lost in tragic accidents such as Piper Alpha and Deepwater Horizon. And a determination to do everything in our power to avoid further loss of life and environmental damage.
Today is primarily about remembering Piper Alpha, but, when we review progress since 1988, it is inevitable that people will focus on the accident we and others experienced three years ago, Deepwater Horizon.
So let me briefly look back to 20 April 2010. That was the day when the Deepwater Horizon rig experienced a blowout as its crew was working on the temporary abandonment of the Macondo well. 126 people were on board.
Hydrocarbons escaped from the well resulting in explosions and a fire that burned for two days until the rig sank.
Tragically, 11 men lost their lives and others were injured. Hydrocarbons continued to flow from the well for 87 days.
We deeply regret our role in this accident. Several organizations have conducted investigations and published reports. These include our own BP investigation and the report of the President’s National Commission. All official reports and our own internal investigation concluded that the accident was the result of multiple causes, involving multiple parties.
Several factors stand out in the findings of these reports.
The cement at the bottom of the well did not seal off the hydrocarbons in the formation.
The negative pressure test carried out to check that the well was sealed was misinterpreted.
And the blow-out preventer did not seal the well at the seabed. It is clear that the blind shear rams failed to seal.
Before I look at what we’re doing across the company, let me say a few words about the response to the oil spill itself.
Our intention in the response was to step up and do what was right – going well beyond the statutory legal obligations - so we put a huge amount of resource into it.
It was a complex and massive undertaking. Plugging the leak meant working with robot submarines to apply containment equipment to a high pressure well a mile below the ocean. No one had done that before.
Cleaning up the spill meant a huge effort with thousands of people and vessels as well as airplanes and the largest deployment of boom ever – approximately 13.5 million feet.
At the time, I was running our deepwater business in Angola and I was one of many leaders from around BP who flew to the Gulf. I spent 4 months working on the response, and I will always remember the dedication of the people and the response of the industry and community as well as our own company.
When I arrived, shortly after the accident occurred, my first task was to call other companies to seek their help. I remember making phone calls in the morning, and, by the afternoon, we had experts from Anadarko, Shell, Exxon and others in the office helping us. Additionally, other companies called and asked how they could help. BP deeply appreciates how people offered their assistance, and the difference they made.
And as I mentioned earlier, the experience generated a deep desire across the team to learn from the accident and to seek to prevent the repetition of such a tragedy.
I also want to mention the community’s part in the response. The majority of the people who took part in the response came from the local community. I grew up in Louisiana and have lived on the Gulf Coast for almost 40 years. I am really proud to say that I am from the community that responded in the ways that folks from the Gulf Coast did.
Because of the accident, a number of these folks and businesses were affected. And we have committed to compensate folks who suffered damages resulting from the spill. As well as spending more than $14 billion in operational response and clean-up costs, BP has paid more than $10 billion in claims, settlements and other payments.
I would like to turn now to talk more broadly about the areas that we are focusing on across the company. As I said before, we do not claim to have all the answers, but I hope that some of this may be useful.
First I will talk about our work on deepwater capability in wells, notably on implementing the recommendations from the Bly report.
Then I will go on to talk about what we are doing company-wide, with an emphasis on systematic operating which we believe also benefits our global deepwater operations.
Following the accident, Mark Bly, who was my predecessor as Head of the Safety and Operational Risk function, led the BP internal investigation of the accident, which was conducted by a team including internal and external expertise.
The resulting Bly Report included 26 recommendations addressing important areas of deepwater drilling, including cementing guidelines, equipment certification, assuring the competence of individuals, and testing of blow-out preventers.
The recommendations directly addressed the findings of the investigation. For example, they recommend a review of all cementing contractors and new mandatory practices for cementing.
They recommended revising the relevant BP engineering technical practice to include more details on negative pressure tests, including areas such as success criteria, responsibilities of personnel and configuration of valve positions.
With regard to blow-out preventers, the recommendations contained new provisions on maintenance, testing and design.
The implementation of these recommendations is an ongoing major programme of work within BP. Each recommendation has to be applied across multiple locations – and many require new processes or agreements with contractors.
We have broken down each of the recommendations into defined and measurable deliverable actions. The closure of the recommendations is verified by our Safety and Operational Risk audit team, which worked with the Bly report program team to make sure that the deliverables flowing from the recommendations would be verifiable. Closure is also verified by an independent expert who was appointed by BP’s Board of Directors in June 2012.
Fourteen of the 26 recommendations are now complete.
As well as implementing the recommendations of the report, we have also taken a number of broader measures to further support safety and risk management in our upstream organisation.
One of the first things that we did was to look at the organisation itself. We wanted our upstream organization to be structured in a way that would encourage the building of capability and the consistent application of standards across the world, wherever they apply.
We did this by moving from an asset model to a functional model. What does that mean? It means that, instead of organizing the company in regional teams, we organized our upstream in centralized functions that bring together the people who do the same jobs around the world. All the explorers report to the head of exploration. All the people who build new projects report to the head of the Global Projects Organization. The people involved in drilling, completions and interventions all report to the head of the Global Wells Organization.
A benefit of this is that we can build on our expertise within the teams to deliver excellence in each function and also drive standardization more readily where we wish to do so, with each team using standard procedures. We believe these procedures contribute to consistent implementation and safer execution of work.
We also have looked at capability development within the framework of the new functional organisations. Part of this is about technical specialist capability. In our global wells organisation, we have brought deep expertise in house. We now have 12 cementing specialists in the company, as well as the cementing contractors we work with. We also have a team of 30 dedicated solely to BOP reliability.
But maintaining and enhancing capability is also about training. We have set up the Global Wells Institute, which brings all our Wells training under one roof. The institute emphasises practical, experiential learning and a big part of that learning occurs in the state of the art well simulator area which we have commissioned. The simulators are used by BP personnel as well as by the contractors who actually drill the wells and who ultimately are responsible for well control. I’m told that the room contains the world's largest collection of drilling simulators in one space. The simulators replicate three major operations: the offshore environment, land-based drilling, and workovers. This simulator allows for the observation and assessment of individuals as they manage hypothetical well control incident scenarios.
Of course, plant and equipment is also important. As well as introducing this new kit for training, we have also taken action with regard to the equipment and technology we use in actual deepwater drilling.
We have reviewed our requirements for drilling rigs in service on BP-operated wells. Any proposed departures from those requirements need approval from the appropriate person in our Safety & Operational Risk organisation – what we call S&OR. I’ll be saying a little more about S&OR shortly.
But we are mindful that technology, plant and equipment can serve us in many ways. Strengthening deepwater capability is not all about the kit that actually does the drilling. We have also set out to use technology to enhance our integrated decision-making on drilling and wells.
In Houston we have created a Monitoring Center that enables offshore crews to consult in real time with onshore experts – viewing the same data and linked by video. While the responsibility for well monitoring remains with the rig crew, having a monitoring center means more people can be available as resources in a given circumstance. We believe this can lead to more considered decisions by those who have ultimate accountability. And, of course, I should be clear that accountability for the final decision will always remain with the rig crew – the Monitoring Center is about informed decisions, not collective decisions.
Obviously our top priority is to prevent accidents but part of building deepwater capability is to be prepared for the worst. Since 2010 there has been a strong industry-wide programme of activity in the area of spill response.
At the international level, the Global Industry Response Group was set up and has launched several work-streams. One is looking at data from incidents and communicating good practice, so the entire industry can learn together. Another relates to developing a well capping toolbox. Another is focused on response in general – capturing the lessons we learned in areas such as relief well drilling and crisis management.
BP has built its own capping stack and other containment equipment. It is stored in Houston but can be mobilised worldwide quickly.
Here in Britain, Oil & Gas UK has taken the lead and worked with the Oil Spill Prevention and Response Advisory Group to develop a response toolkit that includes a capping device. So we are seeing a number of these devices positioned around the world.
So hopefully that has given some flavour of how we have responded to the Deepwater Horizon accident across our global wells organisation.
We want to operate systematically everywhere, not just in deepwater, but onshore, downstream and in all parts of our business.
So I would like to share with you briefly how we are systematically approaching safety and operational risk at the company level. I believe these initiatives are making an important contribution to the safety of our deepwater operations.
Following the Deepwater Horizon accident, we established a Safety and Operational Risk organization – “S&OR”. As I mentioned, Mark Bly initially headed the organization and I have recently taken over from Mark.
The S&OR organization helps us provide an expert view of safety and risk that is independent of the business and its line management.
The S&OR team is made up of hundreds of professionals whose focus is on safety and operational risk. Many of these professionals are based around the world alongside our operating businesses. For example, we have an independent S&OR team right here in Aberdeen - not part of our North Sea business, but part of the S&OR organisation that I lead.
I should stress that the existence of S&OR does not absolve the line managers of responsibility for safety and operational risk. Indeed we make it crystal clear that the line is accountable for safety. The people who do the work must shoulder that accountability but we – S&OR – are here to help them manage the risks effectively and to conduct risk-based assurance. Yes, and to challenge them where necessary.
The organization has very clear roles:
setting clear Safety and Operational Risk requirements
maintaining its independent view of risk – in particular by conducting assurance and audits on the work of the line organization
providing deep technical expertise. This includes expertise in engineering, security, safety (both personal safety and process safety), health and the environment; and, if necessary, intervening to cause corrective action based on our independent view.
We believe that systematic operating is the foundation of a safe and strong BP – it drives both efficiency and safety, and therefore long-term value – a safe business is a successful business.
We’ve been taking action to implement three enduring principles which, we believe, together add to a framework for safe, reliable and efficient operations. Under these principles, we are pursuing five specific areas of focus that relate to them and which dictate our programmes of work and activity.
The first is about people – further deepening capabilities and maintaining a strong focus on safety; this very much includes the nature of leadership. So building organisational capability across BP and strengthening leadership and culture are two specific focus areas for us.
The second principle is about the actual system we use to drive systematic operating and to manage safety and operational risk - called our operating management system or OMS. So continuing to embed OMS and to enhance risk management are two further focus areas for us.
The third principle is about what we call assurance – essentially assuring ourselves as to whether capabilities are present and OMS is working to continuously strengthen our operations. This includes collating data (measurement and assessment) – and also inspecting, auditing, and checking. These are layers of assurance or ‘checks and balances’. So this gives us a fifth focus area - strengthening our checks and balances. As you’ll see, our global S&OR organisation has a key role to play in this area,
Let me tell you a little about each of these principles and some of what we’re doing under each of them at the company level.
Our CEO Bob Dudley has been really clear in his expectations of the company with respect to safety – that safety lies at the heart of BP and at the heart of good business. He has also been clear that he expects leaders to spend time in the field and maintain great sensitivity to risk.
In the last three years we have introduced several measures to further support and train our leaders.
I’ll come to training in a moment, but it is also worth mentioning the way we are expecting leaders to spend time in the field and engage with staff on the front line. We are providing them with tools and guidance on how to do that effectively, giving them valuable insights into conformance, barriers and risk management in the operations for which they are responsible.
We have also enriched our leadership team with people who bring experience from other industries with strong records in managing high hazard operations.
We have some former NASA astronauts – including one who worked on the Challenger Space Shuttle response. We have former nuclear industry professionals and military safety experts.
And as a voice of great wisdom on our Board we have Admiral Skip Bowman who is a former leader of the US Nuclear Submarine navy. That fleet has a safety record that is renowned worldwide, and Admiral Bowman brings us decades of experience in maintaining a successful safety culture. He has advised our safety leaders, monitored inspections and personally taught in one of our development programmes.
And performance contracts require every employee to set priorities relating to safety and risk management as well as behaviour that embodies our values of safety, respect, excellence, courage, one team.
Now let me talk about what we are doing in the area of capability. We want our leaders and operators to have the skills they need to do the job and lead systematic operations.
We have enhanced our programs to help equip people with the capabilities they need.
These programs reach from senior operations leaders down to the front line of the operating organization and those that supervise and conduct work. For example, our Operating Essentials program is for front line staff – delivered on site among teams – and more than 6000 folks attended last year. This is helping the front line develop skills in areas like continuous improvement techniques, Control of Work and Hazard Identification.
We’re now just piloting another program called Leading in the Field which is specifically about how leaders engage staff and inspect operations.
So I’ve covered leadership and capability – which relate to our first principle about people and culture.
The second principle is about applying the BP Operating Management System or OMS.
OMS is the foundation of our operations. It is a framework that sets out what has to be done – and also how – and it has an annual cycle designed to drive continuous improvement.
First of all, the ‘what part of OMS’ is shown on the left - it has 8 elements – leadership, organization, risk, procedures, assets, optimization, privilege to operate and results.
Each element contains a series of statements on what each operation must do – from leaders providing clear direction through to collecting and learning from performance data. Where necessary, the statements are backed up by standards and procedures that set out how to meet them.
The ‘how part’ of OMS is the performance improvement cycle or PIC cycle (on the right of the slide). It is designed to run at least annually and is based on the International Standards Organisation: Plan-Perform-Measure-Improve cycle. Its purpose is to identify, prioritise and implement planned improvements.
OMS is used at all our operations sites - meaning that they are using it to progressively align their existing procedures and practices with the high level statements set out in OMS. We have created ways whereby sites can learn from each other, including a program called EXEMPLAR which brings specialist coaches onto sites to help them accelerate in particular areas of OMS.
Our fourth focus area is risk assessment and risk management. Let me now briefly explain how we manage safety and operational risks.
As well as the many procedures used at the frontline to manage individual risks on a daily basis, we have a single BP-wide required framework within which risks are identified, understood, managed, reduced and if possible eliminated.
Every BP operation performs an annual review of the risks it faces, refreshed as necessary during the year if there are substantial changes in circumstances. The operation confirms that controls are in place and sets priorities for further reduction or elimination. The output of the work can be captured in a matrix where risks are plotted to show both their potential severity and probability.
In the 2013 risk process, more than 50 businesses comprising many hundreds of facilities – in other words all of BP’s operations - are completing risk assessments and risk action plan reviews, and these will become inputs to their 2014 plan.
This is very powerful; it allows us to set accountabilities for specific risk reduction actions, track the completion of those actions, and confirm when risks have been reduced or eliminated entirely.
As I travel around the world to our various operating sites, I talk to folks at the front line who have embraced this systematic approach to understand their risks, the necessary barriers or controls in place and the health of those barriers. And I can see that this helps them to manage, and in some cases to eliminate, the specific point risks that we have in our assets. The front line is very engaged in this process.
One of the tools we find effective is the bowtie tool – many of you will be familiar with this tool. On the left it shows the barriers we create to prevent incidents – and on the right, the things we do to mitigate the impact if an incident occurs. It helps users to understand and manage both prevention barriers and mitigation barriers in place for each risk. This contributes to a deep and consistent understanding of the specific risks and can be used to help drive risk down.
The last principle and focus area is Checks and Balances. This is about inspection, checking, audit – what we generically call ‘assurance’. When it comes to safety, as long as you are careful to maintain clear accountabilities and a clear sense of ownership by decision-makers, two heads can be better than one and three can be better than two.
So we have a three-tier approach to assurance.
As the line is accountable for safety, they conduct self-verification to confirm whether they are conforming to OMS and their barriers are robust, and to enable them to take action as needed. This is the first tier.
Second, S&OR provides targeted, risk-based assurance by checking to see how the line is meeting requirements and maintaining and operating barriers. We do this on a structured way where we have a set topic, say control of work, where we see how well the line is demonstrating conformance. From looking across the company through these assessments, we can determine if there are points that need to be addressed across the company.
Last, we have audit. In addition to the company’s group internal audit team that looks beyond safety and operational risks, we have an audit team which sits inside S&OR and conducts a risk-based programme of regular safety and operations audits of the businesses operating on our OMS. We also audit third party rigs and ships to see if they meet our applicable standards.
If you’re wondering whether all of this is making a difference, let me tell you that I challenge myself on this every day.
And I believe that it is. Here’s one illustration of why I believe we’re seeing improved outcomes. You can see from this slide some of key metrics and how we are performing – this is data for BP Group.
We continue to see downward trends in process safety events and losses of primary containment – LOPCs - which are essentially leaks.
In 2008 when we first put the LOPC metric in place we had 658 releases. Last year we had 292. That was a 19% reduction versus 2011.
Process safety events are categorized by tiers depending on their severity, with tier 1 being the most significant. For BP, we saw a 42% reduction in Tier 1 PSEs in 2012 on 2011.
Of course, while such data is encouraging, tracking this data is only part of BP’s efforts to drive continuous improvement. But I believe the data suggest we are beginning to see the benefits of the various ongoing activities I’ve described. Even one LOPC can have high consequences, and any accident is one too many - and of course there is always more to be done.
Admiral Skip Bowman says “when you think things are going the best, you should be losing the most sleep”. And of course that is a clear message about never being complacent.
So that brings me to the end of my talk. I hope that from what I have shared with you that it is clear that safety and operational risk are truly at the heart of BP.
It all starts with leadership. From Bob Dudley our CEO on down, the tone, message and expectations are clear.
We have been working hard to implement the lessons of 2010. We are becoming even more systematic in how we operate. Our management system and risk process are key components to drive continuous improvement.
Our new Safety and Operational Risk organization is acting as an independent expert body in BP to help further improve the quality of operations
And while we believe these things are making a difference, we also know there is always more to do at BP and in the industry, and we must remain vigilant.
The Piper Alpha and Deepwater Horizon accidents remind us all of the consequences when things go wrong. They also provide lessons from which we all can learn and improve.
Selecting the right float switch for level-sensing applications
Administrator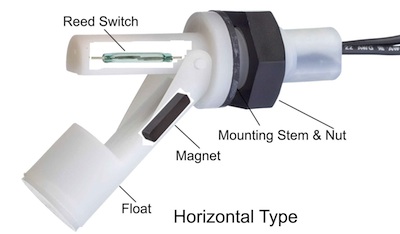
When selecting a float switch for a liquid level sensing application, a number of factors need to be considered, including float switch and gasket materials, physical arrangement, electrical ratings and cable type, says Simon Dear of Cynergy3 Components:
Many industrial processes require devices that are able to sense the level of liquid stored within various types of tank or chamber. The signals from these devices may be used to control the production process or to provide indication of the status.
One of the most reliable, well-proven technologies for liquid level sensing is a float switch. This type of switch comprises a magnet contained within a float, as well as a magnetic reed switch contained within a fixed housing.
The movement of the float, due to the changing liquid level, will cause the reed switch to operate (i.e. close or open) at a particular level. This tried and trusted technology is based on a relatively simple design that offers long term reliability without the need for the user to calibrate the switch.
Whilst there are different methods available for selecting the right float switch for a particular application, the main factors to consider include the following:
Physical arrangement and style
The choice of styles that may be suitable for an application will depend on the physical arrangement of the tank, the available mounting positions and whether access is available to the inside of the tank. The main styles are horizontal/side mounting and vertical mounting.
The horizontal/side mounting type normally has a fixed housing, which passes through the sidewall of a tank, with a hinged float attached to the fixed housing. Vertical mounting types normally have a fixed vertical stem, which is installed through the top or bottom of a tank, along which slides a cylindrical float.
Another important consideration is whether a build up of deposits from the liquid on the float body is likely to occur. These deposits can, over a period of time, accumulate to such an extent that the float switch can fail to operate.
Whilst particular types of float switch have been developed to limit the effects of this build up, the experience and knowledge of the switch manufacturer is also critical here.
Material selection
It is critical to select a float switch that is constructed from the right materials that are compatible with the liquids and temperatures of the particular application.
Component damage as a result of incorrect materials selection can ultimately cause failure of a float switch, which may have severe consequences. Typical float switch materials include:
- Nylon: suitable for many oils, diesel, organic chemicals and MEK-based printing inks.
- Polypropylene (PP): suitable for many acids and alkali, detergents, inorganic and organic chemicals, oils and water.
- Polyphenylene sulphide (PPS): suitable for many of the more aggressive chemicals and higher process temperatures, up to 120ºC.
- Buna/Nitrophyl: suitable for many oils, diesel, petrol and water (non-potable applications).
- D300 foam (PVC): suitable for most hydraulic oils and many chemical solutions.
- Stainless steel: suitable for most medical and food applications, chemicals, hydraulic fluids, fuel oils and applications with process temperatures up to 135ºC.
Selection of the most suitable materials for both float switch and gasket can be made by referring to a ‘Chemical Compatibility’ table. These tables provide a good indication of the suitability of the various float switch materials in a wide range of liquids.
For some process liquids, it may be necessary to obtain a sample float switch in order to test the compatibility.
Electrical
It is important to fully understand the nature of the load that needs to be switched and to ensure that the float switch is capable of handling this load.
The electrical ratings, which most manufacturers provide in their float switch specifications, are for purely resistive loads. Any loads that have either inductive or capacitive components should have the appropriate contact protection measure applied.
Cables
In applications where aggressive liquids may spill onto external wiring, it is important to specify particular materials for the cables used to connect to the float switches. There are standard, UL-approved cable types for the various float switches, as well as high temperature, low smoke zero halogen (LSZH) and other specialised materials.
Custom engineered float switches
The operating environment is critical to the choice of float switch. A water tank for an industrial process may only require a simple plastic float switch.
However, if the application is in a hazardous area, for example, a petrochemical storage tank where flammable gases, vapours or dust are present, a stainless steel, explosion-proof float switch will be required.
This, said the flow control company, is due to air pockets and accumulated air bubbles in mains networks, which mean that capacity is at best only 50%.
The company issued the claim to highlight the use of its new automated water distribution system with a UK water company.
“We’re not only talking about the quite shocking gap in mains capacity, but there are operational issues that also hamper most water and waste water distribution networks,” said.Craig Stanners, director at IVL Flow-Control.
In response to what Stanners describes as an ‘industry-wide problem’, IVL Flow-Control has developed a new 80mm air valve (R Triple Function Potable Water and Waste Water) that ensures that the main will work to 100% of its designed capacity.
He added: “This is a game-changing air valve that will provide proper operation of the pipeline network by releasing the air pockets during working conditions. It will also provide the evacuation and the entrance of large volumes of air during filling and draining operations”.
IVL Flow-Control’s new 80mm R Triple Function Air Valves also benefit from a stainless steel filter that prevents contamination to the potable water system by stopping insects and flies from entering the main. In addition, the new Air Valve’s design increases air flow when charging and discharging the main.
Working conditions are: Potable water 70°C/ 158°F Max; Maximum pressure 40 bar; Minimum pressure 0.2 bar.
The programme targets the increase of the processing capacity to 7 million tons/year, the increase of the refining yield as well as the improvement of the product quality and the reduction of the environmental impact.
Rominserv has carried out similar projects within Rompetrol's refineries Petromidia Năvodari and Vega Ploieşti – reaching a capacity of 5 million tons at Petromidia - the biggest in Romania.
In the first stage, the Romanian company will ensure the project and the procuring of materials and equipment for the construction of new installations, as well as for the upgrading of the existent ones.
During 2014, Pavlodar refinery will study the launching of the second phase of the project, which aims to improve the yield of the crude and increased production of high quality fuels. This phase is expected to be completed during 2018.
The modernization program includes the revampl of 10 plants: Crude Distillation Unit, Vacuum Distillation Unit, Kero Hydrotreater, Diesel Hydrotreater Unit, Merox, Naphta Hydrotreater, Vacuum Gas Oil, Catalytic Cracking Unit, Catalytic Reforming Unit, Utilities and Off-sites.
New facilities will also be built: Penex isomerisation unit, Sulphur Recovery Unit, Sour Water Stripping, Amine Regeneration Unit and Diesel Hydrotreater and Dewaxing.
The Pavlodar refinery, situated in the North-West of the country, was built in 1978, being designed for the processing of the Siberian oil. A member of KazMunayGas since 2009, is the biggest oil production unit in Kazakhstan and the most modern in Central Asia. In 2012, Pavlodar refinery processed 5 million tons of oil.
Rompetrol is owned by Kazakhstan national oil and gas company KazMunayGas and is present in 12 countries. The majority of its assets are in France, Romania, Spain and South Eastern Europe.
With annual sales of around $11bn in 2012, Rompetrol is involved in refining, marketing and trading activities, as well as in exploration and production activities, oil and industrial services.
Renamed Severn Subsea Technologies Ltd, the Cornwall company is to provide research, development and test facilities to enhance Severn Glocon’s subsea valves capability.
In addition to modelling and engineering design services, the Redruth facility has a machine shop equipped for manufacturing prototypes. It will now be a nucleus for the group's subsea R&D and systems integration activity.
The latest deal builds on the acquisition of LB Bentley in 2012: increasing the scope for new subsea systems developments based on LB Bentley’s small-bore subsea valve technology.
The Cornwall company will operate in tandem with LB Bentley’s R&D team and the Severn Unival Brighouse valve innovation centre.
“Offshore operating conditions are becoming ever more extreme, so hardware engineers and manufacturers need to invest in developing breakthrough technologies, according to Maurice Critchley, chief executive of Severn Glocon.
"At Severn, we’re using intelligence-led R&D to identify potential technology gaps and focus our engineering expertise in the right places," explained Critchley. "Calidus brings a valuable new set of skills to our portfolio as we upscale our R&D efforts.”
Tipton-based Midland Tool and Design has leased three units near its current HQ, following the award of a new contract – stamping motor laminations for a major manufacturer of domestic heating appliances.
The 20% expansion will enable MTD to diversify into a new area of assembly, including spot-welding, and single action press work (up to 125 tonnes), complementing a high speed progressive press shop of up to 200 tonnes.
The firm has invested £50,000 in new machinery, and recruited another five staff, including one apprentice, taking the workforce to almost 50.
“We secured this contract due to the range of services we can provide in-house," said managing director Darren Booton. “We have manufactured a complete set of press tools, which will be used to stamp the laminations and finish and weld the assemblies.
“We are moving into a very exciting phase for the business, with a number of other potential projects on the horizon as well as the expansion. “We can be optimistic about the future.”
Established in 1969, MTD was originally a precision tool-making business and now provides services ranging from prototyping, to product development, to manufacturing. It supplies companies in the aerospace, medical and automotive engineering sectors.

When evaluating the risk of an IT security breach in the process sector, it’s essential to comprehensively address the consequences, warns Peter Bassill of Hedgehog Security:
Last August, a cyber attack on Saudi Aramco, the world's biggest oil exporter, was traced to the ‘Shamoon’ virus that wiped out 30,000 computers at Aramco and erased data on the domain management servers at the heart of the corporate network.
The sabotage was said to have been perpetrated by at least one worker with access to the computer system.
Intelligence Online said the alleged Iranian network “had focused on Aramco's facilities, particularly the control systems of the Ghawar oil field and the Ras Tanura refinery,” the largest oil field and crude export refinery in the world.
Perhaps the most important thing that plant management can do to protect itself against the threat that such data breaches represent is change its attitude towards them. A security breach isn’t just another piece of data on a system.
Many companies seem to entirely fail to recognise the intrinsic value of an individual’s name, telephone number, address and password – and any other details they hold.
Part of the problem is that recognising the value of data takes time. There’s a resource cost associated with training people and putting in place good data handling procedures.
Good practice means that people have to spend more time actually handling data to ensure its integrity. Adopting a more appropriate attitude towards data is a continual process.
For example, it’s not uncommon for a PC controlling a process engineering cell to be running an old version of Windows, such as XP, without an internet connection.
Later in its life, the engineering department may decide it wants to connect some manufacturing cells to get production information out onto the IT network.
This can introduce vulnerability if the cells are managed by a PC with an old, un-updated version of Windows. Industrial network systems should be dealt with differently from IT networks in a business.
The most common way to estimate risk and produce a plan of action for countering that risk is penetration testing. This is a series of simulated attacks on a plant performed on behalf of the company by ethical ‘white hat’ hackers to evaluate its security.
One of the important things to understand about data security is that it’s not just an IT issue. However, if you create a phrase by putting any word in front of ‘information,’ most people will simply read ‘IT’ or ‘technology’.
In reality, 75% of plant security is about people and most security breaches aren’t the result of an IT process being lax. They are the result of human error caused by socially engineered attacks. These could be as simple as breaching a plant building by talking your way past the cleaners.
The key is to deliberately catch the target doing something stupid and take advantage of that.
As part of one penetration testing process, Hedgehog Security offered chocolate to a company’s staff in exchange for their intranet passwords, saying it was a test being imposed by management to see who had kept an accurate record. Nearly 10% of the people approached willingly passed on their data.
Similarly, one could set off a security alarm and stroll into a plant while everyone else was heading in the opposite direction or just walk in at any point wearing a high visibility jacket. Lunch or component delivery services are also ways to get into a plant.
Once inside a hacker could take countless routes into a network, from sitting down at a logged-in PC to installing a device between the phone line and a PC that monitors every call made and record every key stroke.
This kind of equipment can be bought on e-Bay for under £25 and the software needed to run it can be easily downloaded. Furthermore, industrial PCs are normally less secure than enterprise level IT networks!
One would not necessarily have to be that sophisticated though. Standing by a printer and picking up random prints can provide an intelligent hacker with all the information they need to attempt a serious attack.
Being aware of this problem is one of many ways of averting what could potentially be the biggest issue your plant now faces – industrial security.

Mitsubishi Electric has launched its next generation of servo systems, comprising the Melservo MR-J4 series of servo amplifiers with associated positioning units, motion modules and integrated motion control systems.
The series represents a significant advance in servo system technology and provides benefits to machine builders and end users, according to the company. Target 'process' applications, it says, include high-accuracy filling and dosing applications in the food and pharmaceuticals industries.
The update on the J3 series, launched back in 2004, incorporates a range of functions that are intended to boost performance while minimising the time-consuming effort of engineering and setting up servo systems.
The MR-J4 series features single-, dual- and triple-axis amplifiers for improved economy, greater energy efficiency and reduced panel space requirements. The servos can all operate with rotary, linear and direct drive motors, and so simplify the system-building process.
According to Mitsubishi, engineering and commissioning time is drastically reduced thanks to the “one touch” auto tune function, which matches the machine mechanics to the servo system in a single operation. This function operates in real time and is dynamic, so if the machine conditions change over time, the MR-J4 system tuning automatically adjusts.
Covering the range from 0.1kW to 55kW, MR-J4 servo amplifiers are available in two versions. The MR-J4A provides analogue and pulse train connections and is designed for conventional control systems and for speed, torque and closed-loop position control.
The MR-J4B comes with connectivity to Mitsubishi’s SSCNETIII/H high performance servo network, meeting the needs of integrated automation systems where complex multi-axis motion control is required. S
SCNETIII/H control information is delivered over a duplex 150Mbps fibre optic bus, which is said to simplify connection and commissioning and permit synchronous coordination of up to 96 axes. Both versions of the amplifier come with built in local I/O for interfacing with signals such as over travel limits and print mark registration.
The MR-J4 amplifiers also include a “life diagnosis function” which monitors the condition of the amplifier at a component level and notifies the user of any degradation in its operation. This feature also has the ability to recognise changes in machine dynamics such as increased vibration and increased motor torque.
The servo motors are fitted with 22-bit absolute encoders as standard, corresponding to more than four million pulses per revolution. This, claims Mitsubishi, outperforms the accuracy of other servo motors on the market by four times and so provides "excellent true-running characteristics and maximum positioning accuracy."
A Mitsubishi release further claims: "Combined with the processing speed of the MR-J4 servo amplifiers and their 2.5kHz frequency response plus inbuilt vibration suppression filter, the result is vastly improved machine performance, with minimised positioning times, reduced cycle times and greater throughput."
Customers are increasingly looking for suppliers that can help them meet global compliance requirements whilst at the same time increasing productivity levels.
There are many different safety bodies out there, all running competent safety accreditation schemes and it can be a bit of a mystery to know what best fits with an application's requirement.
For machinery solutions you can take an exam and become functional safety specialist through a number of different test houses, but in my opinion TÜV Rheinland has the most exacting requirements; with its 'expert' level demanding at least 10 years’ experience in a safety role.
Customers are not just interested in solutions and products, they want good advice too. However, products, solutions and advice all need to work in harmony to help ensure peace of mind for machinery/equipment suppliers and manufacturers.
How do they know our products offer the right performance? They are TÜV certified. How do they know that our personnel can design and specify the right solution? Once again they are TÜV certified.
Safety maybe a moving target, but the right supplier can bring the target a lot closer giving you a much better chance of hitting it in the centre.
More...

Dr Jim Marshall, policy and business adviser, Water UK – Edited speech 'Understanding the impacts of shale gas on the UK water industry” at – UK Shale 2013, 17 July 2013:
Provision of drinking water is a cornerstone of our public health and as such a service that cannot be compromised. The subject of water needs to be addressed and planned - not taken for granted or as an after thought.
The physical or chemical quality of the water we drink is just one aspect. Equally important is the perception of water. Of people's trust in it if you will. Without that, it doesn't get drunk and it makes no difference that we have the best quality water in the world - and arguably we do.
So if people lose confidence then we also have a problem -- and I mean we all have a problem. You from the perspective of your social contract to operate but also the water company has a problem with our reputation.
Water is being used by opponents and proponents of fracking in equal measure but we aren't taking sides. What I want is for water to be considered at the right time in an open manner.
Sure there are challenges and we need to be upfront about those. Now is the time to address them and get the frameworks in place. If we do that then water won't be an issue. If we get it wrong then water has the potential to stop the industry in its tracks.
It is difficult to draw direct comparisons with other countries or sectors. Water is essentially a local factor and requires a local plan to effectively manage it.
But it is important to look across and see what others have done - for example some of the work done by Halliburton and others on recycling of flow back or adapting technology from areas such as southern Europe or Israel where they have to work more with saline waters.
But we need to deal with our challenges in their own right.
Last year the water industry commissioned its own research into understanding the potential impacts. This is due to be published soon and some of my thoughts are related to this report.
Broadly speaking there are four - water quality, water quantity, removing and treating waste water and infrastructure.
Drinking water in the UK is the best in the world -- not my statement but that of the OECD.
Since the English and Welsh industry was privatised we have spent over £20 billion upgrading works, investing in new tech and improving the pipes bringing it to our houses. We are proud of this record and the UK should not jeopardise its position.
Ways of working have shifted focus slightly in recent years. We don't simply rely on treatment to remove all contaminants prior to drinking. It's better, more sustainable, to deal with problems at source.
Take pesticides or pharmaceuticals -- these compounds are becoming increasingly common in river waters. The trouble is its very expensive to take them out during treatment. Therefore we try to focus on addressing the problem at source. Water companies have to carry out risk assessments on all their drinking water supplies.
These are known as safety plans and require the assessment of risk at every stage of the process from the source to the tap. If something happens anywhere along this route then companies need to consider it and ensure that there are barriers in place to protect water at its end point – the point of supply to kitchen tap.
There are risks to water quality associated with any activity taking place in a catchment.
Shale gas wells are another risk we have to assess, understand and plan for. To do this we need you to help us understand the risks - to get the truth from the noise.
What are the risks and can they be quantified for example:
• contamination of aquifer as a result of fracturing running through geology;
• contamination via a failure in the well casing;
• direct contamination of surface waters from poorly managed waste water or chemical handling?
• tertiary risk associated with traffic movement or drilling in general.
Shale gas reserves and drought
This isn't particularly unusual. Only last week there were stories in the press about water shortages meaning that food supplies will become more reliant on imports begging the question where do food policy and energy policy meet? With water?
Water in this country isn't particularly well connected. We don't have a national water grid or a system of canals to shunt water from north to south. Water companies have some options to balance supplies but in the grand scheme of things these are still relatively local.
The only way to bring water into an area is to either abstract it from local sources, take advantage of tap water, recycle returned fluids or rainwater or tanker it in.
You could have a direct abstraction from a river or groundwater source. This would need to be licensed by the EA (or Natural Resources Wales) who would look to CAMS to assess the water availability locally, what the other demands are in that area and if water can be used more efficiently.
Our research analysed the resource situation in the main shale gas areas and concluded that – with the exception of Northern Ireland and the Bowland Basis – the situation is variable and depends on the location of the specific well fields. The Weald basis for example is currently over-abstracted.
You may want to consider a supply of potable water from the local water company piped directly to the fracking site. From discussions I have had treated drinking water is your ideal. It's clean, it’s available reliably and it’s got a built-in biocide. If you were to take potable water you would need to consider the size of the infrastructure needed to meet the demand.
You could get your water provided by a tankered water supplier – such as Water Direct. This could allow water stress issues to be overcome but what about the visual impacts of truck movements -- a challenge I know is one that you already face and is a very public issue.
Or you could invest in some form of water recycling or reuse. From the figures I have seen there should be a sizeable percentage of water recovered from the ground after fracking.
The trick will be to look at recycling options to reuse this water – perhaps coupled with rainwater collected from the site - to reduce the burden on fresh water supplies.
Getting this water back to the optimal chemistry to allow effective use of the fracking fluid will take some treatment on site. But I understand it is possible. In Manchester recently we heard from Halliburton about how they have formulated frac fluids to deal with the demands of recycling flowback water for reuse. There is work to be done but its an option.
The reality may be a combination of these approaches. With a connection to the mains augmented with recycled water, on site storage and tankers to meet the peak demands. The configuration would vary locally and perhaps even seasonally.
What would be useful would be for operators to produce a water management plan for each site or play. We do similar things with farmers and have found that by really considering water it can be used more efficiently. This has a benefit to the environment – less water out – but equally importantly I'd argue it’s a benefit to your bottom line -- water costs money.
Waste water
The next challenge is what to do with the water that is no longer needed. Taking aside the discussion on reuse the chances are that there will be volumes of water that need to be removed from the site. The research carried out on behalf of the water industry has indicated that flowback water should be treatable at larger urban waste water treatment facilities.
Flowback waters are typically highly saline – which is toxic to bacteria used in the treatment process - so it will only be these larger works that can provide the required dilution.
That said, more consideration needs to be given to: water containing naturally radioactive materials or NORM; transportation of waste to works; and how costs can be fully recovered so that water customers don't end up carrying the can.
None of these challenges will be new to you and indeed you may have other challenges from your perspective that I haven't really covered. In simple forms reducing your water impact will save money. Getting water right is also essential as part of your social contact.
It’s also true that none of them are insurmountable - by regulation and enforcement, by innovation and most importantly through communication and collaboration.
We have heard already from the EA that the environmental regulations are in place. What we need to add to that is the roles of Ofwat and DWI in regulating the economic and drinking water aspects of the water industry.
Having spent some time looking closely at the regulations I honestly believe that they are robust. I think there could be a tightening up of some of the European legislation around impact assessments. The Commission however are developing a framework for shale gas that they assure me will capture everything - we wait.
Perhaps of more importance is the ability of the regulators to audit, inspect and enforce.
The EA has been cut in recent years and has a fraction of the resource it used to have. It is not uncommon for the regulated to pay the costs of regulation and I suspect a similar model may work for shale gas.
But that's up to [industry] and the EA to discuss. What is important is that to maintain the credibility of the sector that proper robust audit and enforcement is carried out.
A quirk of the planning process is that water companies are not statutory consultees. We rely on the EA to flag up water related issues. We think this is inefficient and are lobbying to correct this. However that will take time to change.
In the meantime, setting up direct communication links between operator and water company is essential. It works in the north west with Cuadrilla and United Utilities in regular contact - although I understand that initial approaches could have been made earlier.
I have spoken to a lot of water companies about [these issues] in recent months and they are generally as unsighted about the impacts of shale gas as other members of society.
Some, in anticipation, are starting to do baseline quality monitoring. Others are looking at their water resource management plans to see what impacts it could have. Others are just simply waiting to see what comes about.
There is a bit of a theme here - talk and talk early. The earlier the engagement with the water company, the better the decisions that can be made.
Maybe a site could be provided with water more easily if it was planned a mile to the west or maybe there could be options around on-site storage or access to raw water. Maybe some of our supply chain could help bring innovation and different ways of thinking to the party.
What is needed at this stage is a clarification from both sides. I am hearing the need for a “cards on the table” session with water companies and shale gas operators. Let’s get the key people together.
We can discuss each other’s perspectives – see where the real barriers are and where the opportunities exist. This should happen sooner rather than later. I propose that Water UK are in a position to be able to bring something like this together inwhatever format works best.
I can visualise an output of a ways or working or MoU or just a better understanding of the impacts of shale gas on the water industry. It feels like this should happen this summer or at the vary latest early autumn. What do you think?
Provision of drinking water is a cornerstone of our public health and as such a service that cannot be compromised. Public health is as much about perception and trust as it is about absolute quality. Water needs to be properly addressed and planned for - not taken for granted or as an after thought.
For example, in a recent letter to The Times, London mayor Boris Johnson promised to ‘leave no stone unturned or unfracked’ if shale gas is found in London.
In a statement on his company's website, though, David Symons, director at consultancy WSP – a firm with significant international shale experience – responded by suggesting that Johnson was getting a bit carried away:
"Although oil has been found in many areas across southern England – from the Weald basin to even some small finds in north London - the reality is that shale gas is a new science and there’s still considerably uncertainty on where the resources are and whether they are economically viable to extract, " said Symons.
“Rather than big sweeping statements the Mayor could do much better to focus on the elements in the 2020 Vision that are in his control, such as making London a leader in energy efficiency."
Fair comment, I suppose, but the Mayor's robust stand does make a welcome departure from the unfounded scare stories about shale, which are still being peddled by many politicians, scientists and journalists.
While most in the process sector have welcomed the UK government's belated backing for shale gas, some engineers now see a need to manage expectations of some of the more enthusiastic converts.
For example, in a recent letter to The Times, London mayor Boris Johnson promised to ‘leave no stone unturned or unfracked’ if shale gas is found in London.
In response, though, David Symons, director at consultancy WSP, which has international shale experience, suggested that Boris was getting a bit carried away with the shale fever:
"Although oil has been found in many areas across southern England – from the Weald basin to even some small finds in north London - the reality is that shale gas is a new science and there’s still considerably uncertainty on where the resources are and whether they are economically viable to extract, " said Symons.
“Rather than big sweeping statements the Mayor could do much better to focus on the elements in the 2020 Vision that are in his control, such as making London a leader in energy efficiency."
"The Vision, quite rightly, commits to retrofitting every badly insulated home in the city – as a way to save energy and be ‘a formidable creator of employment.’
Making London the leader in energy efficiency is far more practical and far more deliverable than big rhetoric which inspires passion but little else.”
Fair comment, I suppose, but the question still remains about how cities like London set about tapping into shale and other energy resources – especially given all the uncertainties over power supply in the years ahead.
Welcome to our website. If you continue to browse and use this website you are agreeing to comply with and be bound by the following terms and conditions of use, which together with our privacy policy govern Process Industry Match’s relationship with you in relation to this website.
The term “Process Industry Match” or “us” or “we” refers to the owner of the website. The term “you” refers to the user or viewer of our website.
The use of this website is subject to the following terms of use:
- The content of the pages of this website is for your general information and use only. It is subject to change without notice.
- Neither we nor any third parties provide any warranty or guarantee as to the accuracy, timeliness, performance, completeness or suitability of the information and materials found or offered on this website for any particular purpose. You acknowledge that such information and materials may contain inaccuracies or errors and we expressly exclude liability for any such inaccuracies or errors to the fullest extent permitted by law.
- Your use of any information or materials on this website is entirely at your own risk, for which we shall not be liable. It shall be your own responsibility to ensure that any products, services or information available through this website meet your specific requirements.
- This website contains material which is owned by or licensed to us. This material includes, but is not limited to, the design, layout, look, appearance and graphics. Reproduction is prohibited other than in accordance with the copyright notice, which forms part of these terms and conditions.
- All trademarks reproduced in this website, which are not the property of, or licensed to the operator, are acknowledged on the website.
- Unauthorised use of this website may give to a claim for damages and/or be a criminal offence.
- From time to time this website may also include links to other websites. These links are provided for your convenience to provide further information. They do not signify that we endorse the website(s). We have no responsibility for the content of the linked website(s).
- You may not create a link to this website from another website or document without Process Industry Match’s prior written consent.
- Your use of this website and any dispute arising out of such use of the website is subject to the laws of England and Wales.