
Ian Melin-Jones
COATINGS - Hardide Coatings invests in cutting edge technology
![]() Hardide Coatings, provider of advanced surface coating technology, has invested a six figure sum in new technologies that will strengthen its service and delivery capability; these include a Scanning Electron Microscope (SEM) and equipment to further improve the pre-treatment process.
Hardide Coatings, provider of advanced surface coating technology, has invested a six figure sum in new technologies that will strengthen its service and delivery capability; these include a Scanning Electron Microscope (SEM) and equipment to further improve the pre-treatment process.
The company has enhanced its analytical capabilities by investing in the latest SEM technology to image and analyse coatings at the sub-micron level. This allows imaging of chemical elements in extremely fine detail and strengthens the company’s understanding of coating issues and behaviours.

The SEM uses a focused beam of electrons to interact with atoms and generate a variety of signals from the sample. This reveals information on the topography, composition, crystalline structure and orientation of materials comprising the sample. It is already being used to develop new Hardide coating applications, analyse customer parts and continually improve the production process.
Hardide Coatings Technical Director Dr Yuri Zhuk said: “The SEM was a significant investment but one which is already paying off by providing us with a new level of information which we are using to deliver a better service to our customer base. This includes leading companies in oil and gas, aerospace and other advanced engineering sectors.
“This technology also augments our ability to develop new applications and coating modifications more quickly and accurately. Together with smaller investments including new equipment in our pre-coat area, this enables us to take the Hardide surface technology to the next level of technical excellence.”
Hardide Coatings develops, manufactures and applies nanotechnology tungsten carbide-based coatings to a wide range of engineering components. The company’s patented technology is unique in combining a mix of abrasion, erosion and corrosion resistant properties in one coating. When applied to metal components in aggressive environments, the technology is proven to offer dramatic improvements in component life resulting in cost savings through reduced downtime and increased operational efficiency. Customers include leading companies operating in oil and gas exploration and production, valve and pump manufacturing, nuclear, advanced engineering and aerospace industries. The company is part of AIM listed Hardide plc (AIM:HDD).
SUPPORT - Chemical engineers to support Trillion Tonne Communiqué
![]() The Institution of Chemical Engineers (IChemE) has given its support to the Trillion Tonne Communiqué – a global call to arms from organisations who take the science of climate change seriously and demand a proactive policy response.
The Institution of Chemical Engineers (IChemE) has given its support to the Trillion Tonne Communiqué – a global call to arms from organisations who take the science of climate change seriously and demand a proactive policy response.
The Communiqué has been produced by The Prince of Wales’s Corporate Leaders Group (CLG) – a group of business leaders from major UK, EU, and international organisations who believe new and longer-term policies are urgently needed to tackle climate change.
The trillion tonnes relates to the maximum amount of carbon dioxide (CO2) that can be emitted into the atmosphere to limit global warming to 2oC or less. Current estimates suggest that total CO2 emissions will reach one trillion tonnes in just 30 years.
The Trillion Tonne Communiqué is already supported by more than 1,000 organisations in over 60 countries and, in summary, calls for:
- A timeline for reducing emissions to net zero;
- A completely transformed energy system;
- A clear and focussed plan to manage the use of fossil fuels;
- An increase in the pace and scale of change to mitigate climate change; and
- Climate change to be integrated into national and corporate risk management.
IChemE’s support for the Communiqué follows publication on 13 April 2014 of the Intergovernmental Panel on Climate Change’s (IPCC) third report: Climate Change 2014: Mitigation of Climate Change, which called for a major shift towards renewable energy and an increase in the use of natural gas to help bridge the transition away from fossil fuels.
IChemE deputy president, Geoff Maitland – a professor of energy engineering at Imperial College London – said: “We need to keep climate change high on the political agenda and use the full force of science to make an unequivocal and undeniable case for urgent and significant action to halt the damage being inflicted by climate change on future generations.
“As the global professional body for chemical and process engineers, IChemE has an important role in the battle against climate change and the transformation of our energy systems.
“Alongside this, chemical engineers are playing a key role in providing the technical solutions for accelerated low carbon energy provision and enhanced energy efficiency that are needed to turn the Communiqué’s action plan into reality.
“The Trillion Tonne Communiqué is a way for organisations and business to give their public support and bring pressure to bear on policy- and decision-makers around the world, and IChemE is pleased to give it its full support.”
The role of chemical engineers in the health, water, food and energy sectors is explored in IChemE’s latest technical strategy, Chemical Engineering Matters.
About chemical engineers
Chemical, biochemical and process engineering is the application of science, maths and economics to the process of turning raw materials into everyday products. Professional chemical engineers design, construct and manage process operations all over the world. Pharmaceuticals, food and drink, synthetic fibres and clean drinking water are just some of the products where chemical engineering plays a central role.
About IChemE
The Institution of Chemical Engineers (IChemE) is the hub for chemical, biochemical and process engineering professionals worldwide. With a growing global membership of over 38,000, the Institution is at the heart of the process community, promoting competence and a commitment to best practice, advancing the discipline for the benefit of society, encouraging young people in science and engineering and supporting the professional development of its members.
Related links
IChemE media centre
Chemical Engineering Matters
The Trillion Tonne Communiqué
CHEMISTRY - Sirrus Unveils First New Chemistry Platform for Adhesives, Coatings and Inks in Decades
1,1-Disubstituted Alkene Technology Solves a Variety of Long-Standing Manufacturing Challenges
![]() Sirrus, a manufacturer of high-performance monomers formerly known as Bioformix, has successfully developed a new chemistry platform that promises to transform a range of adhesive, coating, printing and resin applications for the automotive, building and construction, packaging, electronics and other industries. Sirrus’ unique 1,1-disubstituted alkene monomer technology, and the combination of properties it enables, is now being made available for sampling to industrial manufacturing and assembly partners.
Sirrus, a manufacturer of high-performance monomers formerly known as Bioformix, has successfully developed a new chemistry platform that promises to transform a range of adhesive, coating, printing and resin applications for the automotive, building and construction, packaging, electronics and other industries. Sirrus’ unique 1,1-disubstituted alkene monomer technology, and the combination of properties it enables, is now being made available for sampling to industrial manufacturing and assembly partners.
Launched under the trade name Chemilian™, the monomers, when formulated with other components, facilitate a variety of game-changing product and process improvements. Chemilian-enabled adhesive, coatings and inks do not require external energy sources such as ovens or solvents to activate, simplifying production and saving money. They cure ambiently and bond in minutes, saving time. Formulations can be tuned to each user’s optimal working conditions. Plus, Chemilian-based products can deliver superior chemical and temperature resistance, low odor, optical clarity and no blooming, all while meeting the demand for environmental suitability, including reducing the need for building block materials including bisphenol-A (BPA), formaldehyde or styrene.
The ability to instantly bond dissimilar materials from glass to metals to polycarbonate, while delivering superior performance and durability, is what will interest many potential Chemilian customers.
“As a step-change in technology, Chemilian is an invitation to industrial customers of all types to think about their assembly and manufacturing processes in new ways,” says Jeff Sullivan, Senior Vice President of Research and Development at Sirrus. “Imagine instantly adhering many differing components with all the requisite performance properties, without ovens or solvent. These are the kinds of possibilities that we hope to explore with customers in industries as diverse as building materials and automotive coatings.”
To this point, chemists and engineers recognized the great potential of 1,1-disubstituted alkene monomers, but commercialization has been unsuccessful. The monomers can be generated in a lab but bulk manufacture has been unattainable due to stabilization challenges.
The Sirrus team of process engineers and synthetic chemists has developed a process for large-scale, efficient processing. Because of their chemical structure, these monomers can be tailored for a variety of properties to suit a range of applications.
About Sirrus
Founded in 2009 and previously known as Bioformix, Sirrus was formed to commercialize efficient, high-performance monomers and derivatives. Sirrus technologies allow reduction or elimination of energy consumption and improved product performance in manufacturing, decorating and assembly. For more information, visit www.sirruschemistry.com.
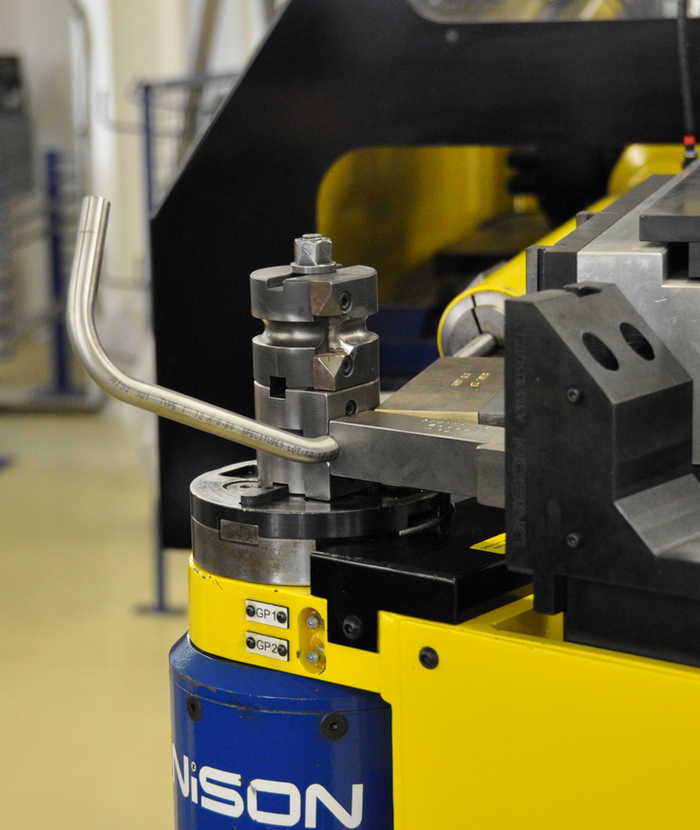
TUBE - New all-electric tube bender extends shape-forming capabilities of aerospace manufacturer
The aerospace tubular parts manufacturer SL Engineering is continuing its investment in advanced automation with the acquisition of a second all-electric CNC tube bending machine from Unison.
The new machine enhances SL Engineering's manufacturing capabilities, especially its ability to produce more complex tubular shapes. It also extends the size range of tubing that can be bent using all-electric servomotor-controlled movement - to tube and pipe diameters up to 80 mm.
 "Engine and aircraft manufacturers are taking advantage of the advanced shape forming capability of state-of-the-art tube bending machines by specifying more complex shapes and highly challenging tighter-radius bends - to save weight and space and eliminate welded joints," says Shaun Stevenson of SL Engineering. "The sophisticated bending capability of Unison machines, which allow greater control over tube clamp and carriage push forces, helps us to achieve these new levels of precision. If we did the same jobs on our old hydraulic machines we would be much more reliant on highly skilled operators to bothset up the machines, and make the parts with additional weld joints, and hence additional cost."
"Engine and aircraft manufacturers are taking advantage of the advanced shape forming capability of state-of-the-art tube bending machines by specifying more complex shapes and highly challenging tighter-radius bends - to save weight and space and eliminate welded joints," says Shaun Stevenson of SL Engineering. "The sophisticated bending capability of Unison machines, which allow greater control over tube clamp and carriage push forces, helps us to achieve these new levels of precision. If we did the same jobs on our old hydraulic machines we would be much more reliant on highly skilled operators to bothset up the machines, and make the parts with additional weld joints, and hence additional cost."
SL Engineering (SLE) is one of Europe's leading Tier 1 suppliers of rigid tube assemblies and precision machined parts for aerospace applications, and supplies components to major engine and airframe programs from commercial Airbus and Boeing aircraft to leading military programs such as the Joint Strike Fighter (JSF). Although the aerospace sector accounts for a large proportion of turnover, SLE also provides parts for industrial gas turbines, marine propulsion, and other critical industry applications.
SLE's business today is characterised by a need for manufacturing flexibility. The average batch is around 5 to 25 parts, and orders can even be for just a single emergency 'aircraft-on-ground' part. Demand for greater precision and shape complexity is another major facet of its work. Until recently, few tubular parts required bends with radii of less than 2D (twice the tube diameter). Today, however SLE regularly receives requests for bends of 1D, and for shapes with minimal straight sections between bends. The use of thinner walled tubing, and expensive specialist materials such as titanium and Inconel are further trends.
These demands are behind the company's moves to all-electric tube bending technology. SLE installed its first such bending machine in 2010 - a 30 mm diameter Breeze from the UK manufacturer Unison. Much of SLE's work is on diameters of 30 mm or less, and most of its current work falls into the sub-50.8 mm range. The first all-electric machine has proved critical for SLE, allowing it to handle small batch set-ups much more efficiently and quickly - with zero or minimal scrap. As a result, the company channels most new work for smaller parts onto the 30mm all-electric machine, and transfers many older parts onto the machine by creating new bending programs as orders come in. After almost four years of operation, the 30 mm machine now produces a significant proportion of SLE's business. SLE typically has anywhere from 500 to 1000 live jobs at any one time.
The latest machine that SLE has acquired, a Unison Breeze 80, now gives the company all-electric CNC tube bending options for tube diameters up to 80 mm. The machine also incorporates a multistack/multiradius tooling capability. This feature is a critical aspect of achieving some of the complex tubular part shapes and multiple bend sequences that are being specified on today's aerospace programs.
"We continue to see many challenging opportunities in the sector, but it does require significant capital investment," adds Stevenson. "The new Unison bender, along with further investments in 5-axis machining, has helped SLE take its manufacturing capability to a new level. We can meet the most complex tube assembly specifications that aerospace companies require today, and the combination of advanced machinery and our know-how gives us a platform to raise the bar even higher, and differentiate SLE from our competitors. Another service we offer to clients who are able to provide us with pre-release drawings, is evaluating manufacturability and advising on the potential for manufacturing and cost saving improvements before final drawing release."
As an example of the exacting specifications that SLE faces, one current part for a military fighter program calls for a shape with multiple 2D bends but minimal straight sections between bends, using thin wall titanium tubing. Tube ovality also has to be less than 5% after bending - as compared with an industry norm of 10% - and the part shape has a positional and length tolerance of just +/- 0.005 inches after bending and welding. As the part is made from titanium, bending must be right first time as adjustments after shape forming are almost impossible. The consistency and repeatability of the Unison machine is a critical enabler for fabricating this part, as well as other titanium tube parts that SLE currently makes.
Another aspect of the advantages of the Unison machine for a contractor such as SLE is the ease of programming. Tubes are often the last parts to be defined and designed - whether they are for an engine or airframe. Using its own bespoke macro-driven CATIA V5 closed-loop CAD/CAM facility, and Unison's three-dimensional simulator, SLE can create new CNC bending programs for the Unison machine very rapidly - providing ideal support for clients that are unable to supply tube/pipe details until the very late stages of projects.
"All-electric tube bending technology has given this client both a rapid return on investment, and a means of tackling emerging challenges such as bending exotic materials," adds Steve Haddrell of Unison.
SL Engineering Ltd has the fullrange of in-house resources required to offer complete solutions for the manufacture of specialised rigid tube assemblies and precision machined components used in some of the most demanding applications in the aerospace, industrial gas turbine, marine, oil and gas, and medical industries. Founded in 1959, SL Engineering has always specialised in high-precision tubular assemblies - from a starting point of products for motorsports applications. Today, the company employs around 50 staff. Its core capabilities include CNC tube manipulation, CMM tube inspection, multi-axis CNC machining for manufacturing complex end fittings, plus all required support processes including welding, brazing, assembly, pressure testing, and NDT (dye penetrant and x-ray inspection). To support its work in aerospace, SL Engineering has attained qualification to many key industry standards including AS9100 (Rev C) aerospace quality management systems, BS EN ISO9001, and NADCAP special process approvals for welding, brazing and NDT. To reinforce its position as a leading tube assembly specialist, SLE has also achieved SC21 award status for the last three consecutive years - making it one of the top performing aerospace organizations in the UK in terms of business performance and continual improvement. This performance has been all the more impressive as SLE also achieved 22% growth in business during 2013.
For more information on Unison please contact Steve Haddrell at:
Unison Ltd, Faroe House, Thornburgh Road, Scarborough, YO11 3UY, UK.
t: +44 (0)1723 582868; This email address is being protected from spambots. You need JavaScript enabled to view it.; http://www.unisonltd.com
For more information on SL Engineering please contact Shaun Stevenson at:
SL Engineering Ltd, Temple Road, Aslackby, Sleaford NG34 OHJ, UK.
t: +44 (0)1778 440228; This email address is being protected from spambots. You need JavaScript enabled to view it.; http://www.sl-engineering.co.uk
THERMODYNAMICS - DTU’s Michelsen receives Excellence Award for outstanding work in thermodynamics
![]() Professor Michael L. Michelsen, of the Technical University of Denmark (DTU), has been awarded the latest European Federation of Chemical Engineering (EFCE) Excellence Award.
Professor Michael L. Michelsen, of the Technical University of Denmark (DTU), has been awarded the latest European Federation of Chemical Engineering (EFCE) Excellence Award.
The Federation’s Working Party on Thermodynamic and Transport Properties nominated Professor Michelson in recognition of his outstanding work in the field of thermodynamics.
In a career spanning 40 years, Michelsen’s work has been influential in the energy and chemical industries, especially oil and gas exploration.
The award comprises of a certificate and €1,500 cash prize.
Michelsen’s innovative development of algorithms for the efficient and fast computation of phase equilibrium for non-ideal mixtures made the vital connection between thermodynamic calculations and numerical analysis.
His algorithms have found practical applications throughout industry and academia worldwide; his exceptional mathematical vision has enabled the translation of numerical models into reliable design tools for companies including Exxon-Mobil and Shell.
The effective modelling of phase equilibrium between two or more phases is fundamental to the design of separation processes. This calculation is essential for the optimal exploitation of oil and gas reservoirs.
Separation and Phase Equilibrium Calculations (SPECS)1, a software programme developed at DTU, which allows the user to model complex mixtures such as crude oil, was cited as an example of Michelson’s contribution to thermodynamic modelling.
DTU’s Georgios M. Kontogeorgis, a professor in applied thermodynamics, backed the nomination and he explained the importance of his colleague’s work: “The outstanding impact of his research can be clearly seen in the widespread use of his methods and commercial software for the petrochemical industry.”
The author of over 130 scientific journal papers and co-author of three books, Michelsen has earned the reputation as a pioneer in his field.
His research has broad application in other areas of chemical engineering including reaction engineering, transport phenomena, biochemical engineering and material science.
On learning of his forthcoming recognition, Michelsen said: “It is of course a great honour to receive the nomination for this award. The nomination was quite surprising as my work is not mainstream thermodynamics. I think what may have contributed to my recognition would be the PhD course I developed, along with my colleague professor Jørgen Mollerup at DTU, on models and computational methods. We have been successfully running this course for over 20 years, with substantial international, industrial and academic participation.”
Michelsen will deliver the 2014 Distinguished Lecture in Thermodynamics and Transport Properties at the 27th Symposium on Applied Thermodynamics (ESAT) in Eindhoven, The Netherlands. The conference takes place on 6-9 July 2014.
About chemical engineers
Chemical, biochemical and process engineering is the application of science, maths and economics to the process of turning raw materials into everyday products. Professional chemical engineers design, construct and manage process operations all over the world. Oil and gas, pharmaceuticals, food and drink, synthetic fibres and clean drinking water are just some of the products where chemical engineering plays a central role.
About EFCE
Founded in 1953, The European Federation of Chemical Engineering (EFCE) is a non-profit-making association, whose object is to promote co-operation in Europe between non-profit-making professional scientific and technical societies in 30 countries for the general advancement of chemical engineering and as a means of furthering the development of chemical engineering. See www.efce.org
Trish Regis, information and communications officer, EFCE
tel: +44 (0)1788 534435
email: This email address is being protected from spambots. You need JavaScript enabled to view it.
POWER - Alaska Power & Telephone Files FERC Preliminary Permit Application for 25 MW West Creek Hydropower Project on Alaska / Yukon Border
Alaska Power & Telephone is pleased to announce that it has filed a Federal Energy Regulatory Commission (FERC) preliminary permit application for the West Creek Hydropower project. The proposed 25 MW project would be located on West Creek, a tributary of the Taiya River, near the City of Skagway in southeast Alaska.
“A preliminary permit, issued for up to three years, does not authorize construction; rather, it maintains priority of application for license (i.e., guaranteed first-to-file status) while the permittee studies the site and prepares to apply for a license.”
 The West Creek project would provide a new supply of clean, renewable energy to the communities of Skagway and Haines, reducing dependency on diesel-fired generation, and ensuring a supply of affordable renewable energy for future community and economic growth. Energy surpluses not used by the community could be used to power cruise ships berthing in Haines and Skagway, and help meet the growing energy needs of Canada’s neighboring Yukon Territory.
The West Creek project would provide a new supply of clean, renewable energy to the communities of Skagway and Haines, reducing dependency on diesel-fired generation, and ensuring a supply of affordable renewable energy for future community and economic growth. Energy surpluses not used by the community could be used to power cruise ships berthing in Haines and Skagway, and help meet the growing energy needs of Canada’s neighboring Yukon Territory.
Alaska Power & Telephone (AP&T) is an employee-owned business founded in Skagway in 1957. AP&T provides regulated electrical service to the Skagway/Haines region, as well as to other rural communities in Alaska.
AP&T has significant hydropower development experience, having licensed and developed four hydropower projects in Alaska since the mid-1990s. These new projects have helped AP&T’s service areas transition from 90% dependency on costly diesel fuel, to 75% clean, renewable energy. Hydropower projects developed by AP&T include Kasidaya Creek and South Fork, as well as Black Bear Lake and Goat Lake – the first two certified Low Impact Hydropower projects in the State of Alaska.
In conjunction with their preliminary permit application, AP&T provided a letter to the Municipality of Skagway, clarifying their intent to partner and work closely with the municipality and the community, so that West Creek can be developed in a manner which is consistent with stakeholder expectations and community development plans. AP&T President and CEO Robert Grimm explained: “AP&T is proud to have served the Skagway community for over 50 years, working closely with local government and community stakeholders during good times and bad. We believe the West Creek project is an important new chapter in our ongoing efforts to support Skagway’s continued community and economic development, and look forwards to working closely with the Municipality on this new project so that we can maximize the environmental, social, and economic benefits of this project for the community.”
A supplemental report prepared by AP&T identifying “Triple Bottom Line” environmental, social, and economic benefits of the project is available for review at the Municipality of Skagway’s website: http://www.skagway.org/vertical/sites/%7B7820C4E3-63B9-4E67-95BA-7C70FBA51E8F%7D/uploads/3_APT_West_Creek_3BL_Concept_Paper_2.pdf
While AP&T and the Municipality of Skagway have considered the West Creek opportunity for a number of years, AP&T’s decision to apply for a preliminary permit is a new step reflecting a serious commitment to pursue the project. Grimm explained the timing of this decision: “Local demands for renewable energy have been growing, while the cost of diesel fuel increases. Meanwhile, there are increasing energy needs in Whitehorse, and the Yukon Government is placing significant emphasis on West Creek in their Economic Development Corridors project. Meanwhile, AP&T completed new analysis of cruise ship energy needs, which has given us favorable indications that a shoreside power solution may be viable. Together, all of these factors led to a decision by our company that the time had at last come to pursue the West Creek project in earnest, and take the next step of applying for a preliminary permit for the project.”
The preliminary permitting phase is just the first of many steps which will be required in advance of constructing the West Creek project. FERC’s website explains: “A preliminary permit, issued for up to three years, does not authorize construction; rather, it maintains priority of application for license (i.e., guaranteed first-to-file status) while the permittee studies the site and prepares to apply for a license.” During West Creek’s preliminary permit phase, AP&T will conduct a series of studies which will seek to demonstrate that the project can be developed in an economically feasible and environmentally sound manner. If the project appears economically and environmentally sound, AP&T would proceed to file for a FERC License to construct and operate the project. AP&T estimates that the entire permitting/licensing process could take 10 years. Throughout the various permitting and licensing periods will be many opportunities for public comment and engagement. AP&T will utilize this feedback to design a project which maximizes the social, environmental, and economic benefits to the community, while minimizing undesired impacts.
Grimm explained: “Our new efforts on the West Creek project represent a significant new investment within the Skagway community by our company. West Creek is a unique opportunity because it is capable of meeting local energy needs, while also providing a surplus for sale to other customers, which will help create new legacy jobs and tax revenue for the community. We look forward to partnering with Skagway’s leadership to complete this project.”
Alaska Power & Telephone
Robert S. Grimm, 800-982-0136 x 120
This email address is being protected from spambots. You need JavaScript enabled to view it.
MINING - Deeper Results in Mining Productivity from Celanese MIBC Frother Chemistry
![]() The appetite for metals and minerals is growing. As demand increases with the growth in global population and the emergence of new products and technologies, the supply of easy-to-extract ores is being exhausted. This imbalance cannot be addressed through natural geological processes that create mineral deposits.
The appetite for metals and minerals is growing. As demand increases with the growth in global population and the emergence of new products and technologies, the supply of easy-to-extract ores is being exhausted. This imbalance cannot be addressed through natural geological processes that create mineral deposits.
“Using MIBC as a frothing agent – or as a component in a blended solution – offers mining companies an industry-leading way to separate valuable minerals from waste and increase both yield and efficiency of mineral recovery efforts.”
However, through intermediate chemistry products developed by Celanese Corporation (NYSE: CE), a global technology and specialty materials company, mining companies can see greater yields from their operations through Celanese’s acetone derivative product known as Methyl Isobutyl Carbinol (MIBC), a preferred frother of choice for the mining of ores, such as copper and molybdenum sulfide, as well as coal.
Frothing, also known as froth flotation, is the process of selectively separating hydrophobic valuable minerals from hydrophilic waste gangue. In its simplest form, froth flotation is a method where minerals can be “skimmed” from the surface of “slurry” that is “foamed” with the assistance of specific chemicals, water and air bubbles.
Celanese, in collaboration with Central South University in China, conducted a research program comparing the performance of different frother agents. The research study compared two copper ore samples from Yunnan and Inner-Mongolia China and characterized each by their physical properties. Celanese MIBC as well as other frother agents were tested measuring copper recovery rate and copper concentrate grade. For both copper ores, MIBC outperformed other frothers tested in terms of copper recovery rate and copper concentrate grade. A white paper entitled “MIBC: The preferred frother of choice for many sulfide ores and coals” is available for download from www.Celanese.com detailing the research study data and results.
“Celanese’s MIBC is a preferred frother of choice for the mining industry because it can significantly contribute to the overall recovery rate and concentration grade in the flotation processes,” said Krista Myers Foley, director of the specialty derivatives business of Celanese. “Using MIBC as a frothing agent – or as a component in a blended solution – offers mining companies an industry-leading way to separate valuable minerals from waste and increase both yield and efficiency of mineral recovery efforts.”
“We continue to evaluate the performance of MIBC as a frothing agent and are beginning to review potential investments in addressing common concerns over MIBC – such as improving the flash point and reducing odor,” said Seth Summerlin, director of new business development for the specialty derivatives business of Celanese. “We expect there to be continued interest in MIBC as a critical frother component and we want to continue to be a leader in understanding how MIBC can contribute to the economic success of mining companies.”
Additional MIBC information and resources
For more information and downloadable resources about MIBC and Celanese’s advanced chemistry technology for frothing solutions to the mining industry, visit www.celanese.com/MIBC.
About Celanese
Celanese Corporation is a global technology leader in the production of differentiated chemistry solutions and specialty materials used in most major industries and consumer applications. With sales almost equally divided between North America, Europe and Asia, the company uses the full breadth of its global chemistry, technology and business expertise to create value for customers and the corporation. Celanese partners with customers to solve their most critical needs while making a positive impact on its communities and the world. Based in Dallas, Texas, Celanese employs approximately 7,400 employees worldwide and had 2013 net sales of $6.5 billion. For more information about Celanese Corporation and its product offerings, visit www.celanese.com or our blog at www.celaneseblog.com.
Celanese Corporation
Investor Relations
Jon Puckett, +1-972-443-4965
This email address is being protected from spambots. You need JavaScript enabled to view it.
All trademarks indicated above are owned by Celanese International Corporation or its affiliates.
APPOINTMENT - Kemira appoints Tarjei Johansen President of the Oil & Mining segment and the Americas region
 Tarjei Johansen (Master of Science, Petroleum Engineering) has been appointed President of Kemira's Oil & Mining segment and the Americas region as well as member of Kemira's Management Board as of May 5th, 2014. He joins Kemira from Schlumberger, one of the world's leading suppliers of technology, integrated project management and information solutions to customers working in the oil and gas industry worldwide.Tarjei has a strong cross functional background and has worked in different geographies within Schlumberger. He is currently heading Schlumberger's North America Offshore, Drilling and Measurements Segment.
Tarjei Johansen (Master of Science, Petroleum Engineering) has been appointed President of Kemira's Oil & Mining segment and the Americas region as well as member of Kemira's Management Board as of May 5th, 2014. He joins Kemira from Schlumberger, one of the world's leading suppliers of technology, integrated project management and information solutions to customers working in the oil and gas industry worldwide.Tarjei has a strong cross functional background and has worked in different geographies within Schlumberger. He is currently heading Schlumberger's North America Offshore, Drilling and Measurements Segment.
"Tarjei Johansen has a deep understanding of the dynamics of our oil and gas customer industry, which is vital in developing and driving Oil & Mining in line with our strategy and for delivering maximum profitable growth", said Wolfgang Büchele, Kemira's President and CEO.
Kemira is a global chemicals company serving customers in water-intensive industries. We provide expertise and chemicals that improve our customers' water, energy and raw material efficiency. Our focus is on pulp & paper, oil & gas, mining and water treatment. In 2013, Kemira had annual revenue of EUR 2.2 billion and around 4,500 employees. Kemira shares are listed on the NASDAQ OMX Helsinki Ltd.
www.kemira.com
For more information, please contact
Kemira Oyj
Wolfgang Büchele, President and CEO
+358 10 862 1810
Tero Huovinen, Vice President, Investor Relations
+358 10 862 1980
WATER - Kemiras new production plant in Tarragona successfully started up
![]() Kemira Oyj has successfully started up production in its new coagulant plant located in Tarragona, Spain. The plant is able to produce the entire range of Kemira's aluminum and iron-based coagulants that are used for drinking water and wastewater treatment.
Kemira Oyj has successfully started up production in its new coagulant plant located in Tarragona, Spain. The plant is able to produce the entire range of Kemira's aluminum and iron-based coagulants that are used for drinking water and wastewater treatment.
Kemira's plant is built on Bayer MaterialScience's site securing sustainable access to raw material in a long term partnership. Kemira utilizes in its coagulant production hydrochloric acid that is a co-product derived from Bayer MaterialScience's production of methylene biphenyl diisocyanate (MDI).
The new Tarragona plant will be one of largest combined coagulant manufacturing plants in EMEA. Polyaluminum chloride (PAX), Aluminum sulfate (ALS) and Ferric chloride (PIX) will all be produced at the site and the capacity is instrumental in sustaining Kemira's leadership position in the municipal and industrial water treatment market in EMEA.
"The integration of our production facility and the partnership with Bayer MaterialScience in Tarragona provides us with crucial economic and environmental benefits. And after the successful startup of the world scale coagulant plant in Dormagen, Germany last year, another major step is taken towards securing a competitive future with coagulants, in line with our strategy ", says Frank Wegener, President, Segment Municipal & Industrial, Kemira Oyj.
The Tarragona plant is also an important step in consolidating Kemira's manufacturing footprint for coagulants in EMEA.
Kemira is a global chemicals company serving customers in water-intensive industries. We provide expertise and chemicals that improve our customers' water, energy and raw material efficiency. Our focus is on pulp & paper, oil & gas, mining and water treatment. In 2013, Kemira had annual revenue of EUR 2.2 billion and around 4,500 employees. Kemira shares are listed on the NASDAQ OMX Helsinki Ltd.
www.kemira.com
For more information, please contact
Kemira Oyj
Dr. Frank Wegener, President, Segment Municipal & Industrial
Tel. +49 69 256 1280
Leena Lie, SVP, Communications & Corporate Responsibility
Tel. +358 40 745 7943
OIL - Chevron Unveils PitPack Motor Oil Dispensing System
Solution Designed to Increase Efficiency and Profitability while Significantly Reducing Waste for Professional Motor Oil Installers
![]() Chevron Products Company, a Chevron U.S.A. Inc. division, maker of the Havoline® brand of advanced engine oils, today introduced its new Chevron PitPack easy-dispense motor oil system. The unique packaging and delivery system helps professional motor oil installers more efficiently store and deliver oil to customer vehicles.
Chevron Products Company, a Chevron U.S.A. Inc. division, maker of the Havoline® brand of advanced engine oils, today introduced its new Chevron PitPack easy-dispense motor oil system. The unique packaging and delivery system helps professional motor oil installers more efficiently store and deliver oil to customer vehicles.
The PitPack system can reduce landfill waste by up to 89 percent by using 6-gallon plastic bags and recyclable corrugate boxes of motor oil rather than individual plastic quart bottles. This package can reduce a car’s time needed in a service bay by dispensing motor oil quickly from the boxes via a high-flow, no drip tap. Chevron’s PitPack rack also has a unique shelf design to keep fluid spills from reaching the floor and allows for easy clean up in fast-paced shop environments.
The up-right PitPack rack system takes up approximately half the space of the equivalent volume of quart cases, allowing businesses to provide the broad range of Havoline®, Delo® and Supreme products. It is a bulk-type alternative for locations where adding another tank is not viable and space for a 55-gallon drum is not available. This solution helps professional installers manage the complexity associated with the growing number of premium products (synthetics, synthetic blends, and high mileage).
Port Consolidated Inc., a Chevron 1st Source Elite Lubrication Marketer, has already seen the benefits of the PitPack system. According to Michael Griffith, vice president for the company, “The PitPack system is a win for Port Consolidated, a win for our installers, and a win for the consumers. As a distributor, we benefit from an increased ability to penetrate accounts with specialty lubricants and a reduction in delivery frequency as opposed to typical case goods. Our installers benefit from better inventory control, lower cost of goods, and faster turn times. Additionally, the end users like the fact that they are doing their part to help the environment by doing business with a facility that reduces waste.”
Dave Schletewitz, Havoline North America Brand Manager at Chevron, added, “The PitPack system can deliver significant operational efficiencies, at a lower cost than dealing with quart packages, all with strong environmental benefits. This 8-box rack system significantly reduces plastic waste by holding the equivalent of 192 plastic quart bottles in its 100% recyclable corrugate boxes. It’s a win-win for businesses looking to improve profits, efficiency and their environmental stewardship – and a win for consumers who want to spend their dollars with businesses that are committed to reducing waste in their community.”
There will be 20 motor oil products available across the Havoline®, Delo® and Supreme brands, and product orders can be made through the regular channels.
For more information on the PitPack™ easy-dispense motor oil system, go to: www.ChevronLubricants.com/PitPack
Chevron’s Havoline® Product Family
For more than 100 years, Havoline motor oils have used innovation and technology to protect engines against harmful deposits. The latest innovation – Havoline with Deposit Shield® – is used in all Havoline motor oils, and is designed to help protect engine performance and the investment in your vehicle. For information on the full family of Havoline products, visit www.Havoline.com
Follow the Havoline® Brand
The Havoline® brand can be followed on various social media channels, including Facebook, YouTube and Twitter (@HavolineUSA).
About Chevron Products Company
Chevron Products Company is a division of an indirect, wholly owned subsidiary of the Chevron Corporation (NYSE: CVX) headquartered in San Ramon, CA.
A full line of lubrication and coolant products are marketed through this organization. Select brands include Havoline®, Delo® and Havoline Xpress Lube®. Chevron Intellectual Property LLC owns patented technology in advanced lubricants products, new generation base oil technology and coolants.
For more information go to: www.ChevronLubricants.com